
Herkunft und charakteristische Zusammensetzung
Herkunft
Allgemein
Der Abfallstrom der Bearbeitungsöle sowie -emulsionen und -lösungen fällt durch den Gebrauch von Kühlschmierstoffen (KSS) bei der maschinellen spanenden Bearbeitung und mechanischen spanlosen Oberflächenbearbeitung von Metallen an. Fette und Wachse werden vor allem bei Umformprozessen im Bereich der sogenannten Kaltumformung als Prozesshilfsmittel eingesetzt.
Die mitunter komplexen kohlenwasserstoffhaltigen Vielkomponentengemische haben grundsätzlich die Aufgabe,
Die komplexen kohlenwasserstoffhaltigen Gemische, welche auf mineralischen, synthetischen oder pflanzlichen Ölen basieren, können in
unterteilt werden. Bei den Auswahlkriterien für die eingesetzten KSS sowie der Fette und Wachse sind technologische, arbeitsmedizinische und umweltbedingte Anforderungen relevant.
Je nach Anwendungsfall kann die Zusammensetzung der KSS bzw. des Fettes/Wachses sehr unterschiedlich sein und somit auch die Zusammensetzung des entstehenden Abfalls. Grundsätzlich sind die Abfälle durch die gebrauchten Hilfsstoffe, deren ursprüngliche Inhaltsstoffe und Verunreinigungen durch das bearbeitete Werkstück (z. B. Metalle, Schmutz) geprägt. Ein KSS kann aus bis zu 30 verschiedenen Komponenten bestehen, u. a. aus dem Basisöl und Additiven. Additive, z. B. Fettsäuren oder Biozide, werden zur Eigenschaftsverbesserung verwendet.
120106*/07*/10* Bearbeitungsöle
Gemäß DIN 51 385 "Schmierstoffe - Bearbeitungsmedien für die Umformung und Zerspanung von Werkstoffen" (DIN 51385) werden Bearbeitungsöle auch als nichtwassermischbare KSS oder KSS-Öle bezeichnet. Diese sind in der Regel Mischungen aus Grundölen (Basisstoffe), eigenschaftsverbessernden Additiven (Fettsäuren, Phosphor-, Schwefelverbindungen) und Begleitstoffen (z. B. unbeabsichtigte Verunreinigungen wie Schmutz oder Rost). Im noch ungebrauchten Zustand werden die im KSS enthaltenen Stoffe als Primärstoffe bezeichnet. Je nach KSS-Typ und Anforderungen besteht ein KSS-Öl aus mindestens fünf Einzelkomponenten. Halogenhaltige Verbindungen (z.B. Chloralkene) werden in der Regel nicht verwendet, können allerdings aus Altbeständen anfallen.
Die KSS-Öle werden prozessbedingt mit Sekundärstoffen wie Abrieb (z. B. mineralische Bestandteile), Metallen (werkstoffabhängig), Chemikalien (z. B. Bettbahn- oder Hydrauliköle) und Schmutz verunreinigt und verlieren insgesamt mit zunehmender Einsatzzeitihre gewünschten Eigenschaften.
In der Regel werden jedoch Badpflegemaßnahmen ergriffen und die KSS-Öle im Kreislauf gefahren. Eingetragene Späne und Abrieb werden mittels Sedimentation oder Filtration von den Ölen abgetrennt. Die hier entstehenden Bearbeitungsschlämme sind detailliert im Steckbrief 1201 "Bearbeitungsschlämme" beschrieben.
Von verbrauchten KSS-Ölen können Gesundheitsgefahren (z. B. über eine zunehmende Keimbelastung) ausgehen, wodurch ein regelmäßiger Austausch notwendig wird.
120108*/09*Bearbeitungsemulsionen und -lösungen
Gemäß DIN 51385 werden Bearbeitungsemulsionen und -lösungen auch als wassermischbare KSS (Konzentrate), KSS-Emulsionen und -Lösungen bezeichnet. Wassermischbar bezeichnet in der Regel den Anlieferungszustand, es handelt sich um ein Kühlschmierstoffkonzentrat. Erst nach Zugabe von Ansetzwasser entsteht der anwendungsfertige Kühlschmierstoff.
Es wird unterschieden zwischen
KSS-Emulsionen und KSS-Lösungen sind in der Regel Mischungen aus Wasser, Grundölen (Basisstoffen) und eigenschaftsverbessernden Additiven (z. B. Korrosionsinhibitoren, Mikrobiozide, Antischaummittel) und bestehen, je nach Typ und Anforderungen, aus mindestens fünf Einzelkomponenten (Primärstoffe). Halogenhaltige Verbindungen (z. B. Chloralkene) werden in der Regel nicht mehr eingesetzt, können in Einzelfällen aus Altbeständen anfallen.
Die Emulsionen und Lösungen werden durch den Bearbeitungsprozess mit Sekundärstoffen wie Abrieb, Metallen, Chemikalien und Schmutz verunreinigt. Sie werden in der Regel im Kreislauf gefahren und eingetragene Späne und Abrieb mittels Sedimentation oder Filtration abgetrennt. KSS-Emulsionen und KSS-Lösungen erfordern wegen der Verkeimungsgefahr einen hohen Pflege- und Überwachungsaufwand.
120112* Fette und Wachse
Beim Kaltumformen (Tiefziehen, Hochprägen, Stanzen, Biegen, Kaltfließpressen, Kaltschmieden, Kaltwalzen, Ziehen) von Drähten und Profilen und ggf. bei der Massivumformung von Metallen werden u. a. Fette und Wachse als Schmierstoffe eingesetzt, denen eigenschaftsverbessernde Additive zugesetzt sind, z. B. Antioxidantien, Hochdruck- und verschleißmindernde Zusätze sowie Korrosions- und Hitzebeständigkeitszusätze.
Bei den Additiven handelt es sich, ähnlich den in KSS enthaltenen Additiven, zumeist um halogenfreie Stoffe, z. B. Schwefel- und Phosphatverbindungen. Halogenhaltige Additive, z. B. Chloralkene, werden nur noch selten eingesetzt.
120119* Biologisch leicht abbaubare Bearbeitungsöle
Biologisch leicht abbaubare Bearbeitungsöle, KSS-Öl auf nativer Basis, gewinnen zunehmend an Bedeutung. Insgesamt handelt es sich dabei um Kohlenwasserstoffe auf pflanzlicher oder Esterbasis, die gebrauchsbedingt mit Metallen, Chemikalien, Abbau- bzw. Reaktionsprodukten (aus katalytischen und thermischen Prozessen) und anderen Verunreinigungen angereichert werden und daher als gefährlicher Abfall einzustufen sind. Hintergrund für die Einstufung sind vor allem die enthaltenden Additive sowie die möglichen Schadstoffeinträge aus dem Bearbeitungsprozess.
Bei der Anwendung kann eine höhere Anfälligkeit zur Verkeimung bestehen, wodurch die Standzeiten des Öls im Vergleich zu konventionellen Produkten geringer ausfallen bzw. Biozideinsätze zur Konservierung zunehmen.
Der Abfallstrom der Bearbeitungsöle sowie -emulsionen und -lösungen fällt durch den Gebrauch von Kühlschmierstoffen (KSS) bei der maschinellen spanenden Bearbeitung und mechanischen spanlosen Oberflächenbearbeitung von Metallen an. Fette und Wachse werden vor allem bei Umformprozessen im Bereich der sogenannten Kaltumformung als Prozesshilfsmittel eingesetzt.
Die mitunter komplexen kohlenwasserstoffhaltigen Vielkomponentengemische haben grundsätzlich die Aufgabe,
- die Reibung zwischen einem zu bearbeitenden Werkstück und dem dafür nötigen Werkzeug durch Schmierung zu reduzieren,
- die entstehende Wärme abzuführen (Kühlung des Werkstücks und -zeuges),
- den Metallabrieb bzw. die Späne zu entfernen sowie
- den Korrosionsschutz zu gewährleisten.
Die komplexen kohlenwasserstoffhaltigen Gemische, welche auf mineralischen, synthetischen oder pflanzlichen Ölen basieren, können in
- nichtwassermischbare KSS (gebrauchsfertig, KSS-Öl),
- wassermischbare KSS (konzentriert, zur Anwendung mit Wasser mischen) oder
- wassergemischte KSS (gebrauchsfertig)
unterteilt werden. Bei den Auswahlkriterien für die eingesetzten KSS sowie der Fette und Wachse sind technologische, arbeitsmedizinische und umweltbedingte Anforderungen relevant.
Je nach Anwendungsfall kann die Zusammensetzung der KSS bzw. des Fettes/Wachses sehr unterschiedlich sein und somit auch die Zusammensetzung des entstehenden Abfalls. Grundsätzlich sind die Abfälle durch die gebrauchten Hilfsstoffe, deren ursprüngliche Inhaltsstoffe und Verunreinigungen durch das bearbeitete Werkstück (z. B. Metalle, Schmutz) geprägt. Ein KSS kann aus bis zu 30 verschiedenen Komponenten bestehen, u. a. aus dem Basisöl und Additiven. Additive, z. B. Fettsäuren oder Biozide, werden zur Eigenschaftsverbesserung verwendet.
120106*/07*/10* Bearbeitungsöle
Gemäß DIN 51 385 "Schmierstoffe - Bearbeitungsmedien für die Umformung und Zerspanung von Werkstoffen" (DIN 51385) werden Bearbeitungsöle auch als nichtwassermischbare KSS oder KSS-Öle bezeichnet. Diese sind in der Regel Mischungen aus Grundölen (Basisstoffe), eigenschaftsverbessernden Additiven (Fettsäuren, Phosphor-, Schwefelverbindungen) und Begleitstoffen (z. B. unbeabsichtigte Verunreinigungen wie Schmutz oder Rost). Im noch ungebrauchten Zustand werden die im KSS enthaltenen Stoffe als Primärstoffe bezeichnet. Je nach KSS-Typ und Anforderungen besteht ein KSS-Öl aus mindestens fünf Einzelkomponenten. Halogenhaltige Verbindungen (z.B. Chloralkene) werden in der Regel nicht verwendet, können allerdings aus Altbeständen anfallen.
Die KSS-Öle werden prozessbedingt mit Sekundärstoffen wie Abrieb (z. B. mineralische Bestandteile), Metallen (werkstoffabhängig), Chemikalien (z. B. Bettbahn- oder Hydrauliköle) und Schmutz verunreinigt und verlieren insgesamt mit zunehmender Einsatzzeitihre gewünschten Eigenschaften.
In der Regel werden jedoch Badpflegemaßnahmen ergriffen und die KSS-Öle im Kreislauf gefahren. Eingetragene Späne und Abrieb werden mittels Sedimentation oder Filtration von den Ölen abgetrennt. Die hier entstehenden Bearbeitungsschlämme sind detailliert im Steckbrief 1201 "Bearbeitungsschlämme" beschrieben.
Von verbrauchten KSS-Ölen können Gesundheitsgefahren (z. B. über eine zunehmende Keimbelastung) ausgehen, wodurch ein regelmäßiger Austausch notwendig wird.
120108*/09*Bearbeitungsemulsionen und -lösungen
Gemäß DIN 51385 werden Bearbeitungsemulsionen und -lösungen auch als wassermischbare KSS (Konzentrate), KSS-Emulsionen und -Lösungen bezeichnet. Wassermischbar bezeichnet in der Regel den Anlieferungszustand, es handelt sich um ein Kühlschmierstoffkonzentrat. Erst nach Zugabe von Ansetzwasser entsteht der anwendungsfertige Kühlschmierstoff.
Es wird unterschieden zwischen
- emulgierbaren Kühlschmierstoffen, die bei Mischung mit Wasser eine Öl-in-Wasser-Emulsion bilden und im gebrauchsfertigen Zustand als Kühlschmierstoff-Emulsion bezeichnet werden und
- wasserlöslichen Kühlschmierstoffen, die bei Mischung mit Wasser vollständig in Lösung gehen und deshalb KSS-Lösung genannt werden.
KSS-Emulsionen und KSS-Lösungen sind in der Regel Mischungen aus Wasser, Grundölen (Basisstoffen) und eigenschaftsverbessernden Additiven (z. B. Korrosionsinhibitoren, Mikrobiozide, Antischaummittel) und bestehen, je nach Typ und Anforderungen, aus mindestens fünf Einzelkomponenten (Primärstoffe). Halogenhaltige Verbindungen (z. B. Chloralkene) werden in der Regel nicht mehr eingesetzt, können in Einzelfällen aus Altbeständen anfallen.
Die Emulsionen und Lösungen werden durch den Bearbeitungsprozess mit Sekundärstoffen wie Abrieb, Metallen, Chemikalien und Schmutz verunreinigt. Sie werden in der Regel im Kreislauf gefahren und eingetragene Späne und Abrieb mittels Sedimentation oder Filtration abgetrennt. KSS-Emulsionen und KSS-Lösungen erfordern wegen der Verkeimungsgefahr einen hohen Pflege- und Überwachungsaufwand.
120112* Fette und Wachse
Beim Kaltumformen (Tiefziehen, Hochprägen, Stanzen, Biegen, Kaltfließpressen, Kaltschmieden, Kaltwalzen, Ziehen) von Drähten und Profilen und ggf. bei der Massivumformung von Metallen werden u. a. Fette und Wachse als Schmierstoffe eingesetzt, denen eigenschaftsverbessernde Additive zugesetzt sind, z. B. Antioxidantien, Hochdruck- und verschleißmindernde Zusätze sowie Korrosions- und Hitzebeständigkeitszusätze.
Bei den Additiven handelt es sich, ähnlich den in KSS enthaltenen Additiven, zumeist um halogenfreie Stoffe, z. B. Schwefel- und Phosphatverbindungen. Halogenhaltige Additive, z. B. Chloralkene, werden nur noch selten eingesetzt.
120119* Biologisch leicht abbaubare Bearbeitungsöle
Biologisch leicht abbaubare Bearbeitungsöle, KSS-Öl auf nativer Basis, gewinnen zunehmend an Bedeutung. Insgesamt handelt es sich dabei um Kohlenwasserstoffe auf pflanzlicher oder Esterbasis, die gebrauchsbedingt mit Metallen, Chemikalien, Abbau- bzw. Reaktionsprodukten (aus katalytischen und thermischen Prozessen) und anderen Verunreinigungen angereichert werden und daher als gefährlicher Abfall einzustufen sind. Hintergrund für die Einstufung sind vor allem die enthaltenden Additive sowie die möglichen Schadstoffeinträge aus dem Bearbeitungsprozess.
Bei der Anwendung kann eine höhere Anfälligkeit zur Verkeimung bestehen, wodurch die Standzeiten des Öls im Vergleich zu konventionellen Produkten geringer ausfallen bzw. Biozideinsätze zur Konservierung zunehmen.
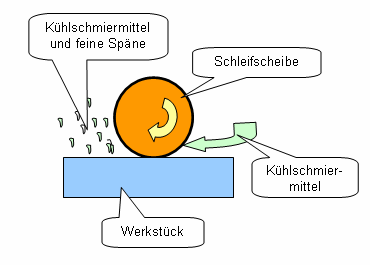 | 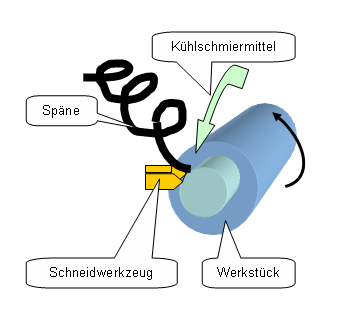 |
Schleifender Prozess mit KSS (Quelle: ABAG-itm) | Spanender Prozess mit KSS (Quelle: ABAG-itm) |
Charakteristische Zusammensetzung
| Inhaltsstoffe | Gehalte / Konzentrationen | Erläuterungen |
|---|---|---|
| 120106*/07* Bearbeitungsöle | ||
| Grundöl | 85 - 90 % | Mineralöle, synthetische Öle, Ester |
| Additive | 5 - 15 % | ca. 300 verschiedene Produkte, die wichtigsten Gruppen sind Hochdruckzusätze und Antioxidantien, z. B. Fettsäuren, Phosphor-, Schwefel- und vereinzelt noch Chlorverbindungen |
| Verunreinigungen | 1 - 10 % | durch den Prozess eingetragene Fremdöle, z. B. Korrosionsschutz-, Bettbahn- und Hydrauliköle, sowie Feststoffe, insbesondere feine Späne und Schleifscheibenabrieb |
| 120108*/09* Bearbeitungsemulsionen und -lösungen | ||
| Wasser | > 70 % | der Wasseranteil variiert je nach Produkt und Anwendungsbereich, verworfene KSS weisen ggf. auch geringere Wasseranteile auf |
| Konzentrat mit Additiven (Emulsion) | 5 - 17 % | Konzentrate für KSS-Emulsionen bestehen aus einem Emulgatorsystem mit eigenschaftsverbessernden Additiven, z. B. Hochdruckzusätze, Korrosionsinhibitoren, Antischaummittel und Mikrobiozide |
| Konzentrat mit Additiven (Lösung) | 2 - 7 % | Konzentrate für KSS-Lösungen bestehen in erster Linie aus wasserlöslichen organischen Stoffen, z. B. Polyalkylenglykole, und Additiven, z. B. Korrosionsschutzmittel, Tenside und Biozide |
| Systemreiniger | 2 - 3 % | vor dem Austausch einer durch Keime verunreinigten Emulsion werden teilweise so genannte Systemreiniger zugesetzt, Sie enthalten hohe Anteile an Tensiden und ggf. Bioziden, um Keime abzutöten |
| Verunreinigungen | 2 - 10 % | durch den Prozess eingetragene Fremdöle, z. B. Korrosionsschutz-, Bettbahn- und Hydrauliköle, sowie Feststoffe, insbesondere feine Späne und Schleifscheibenabrieb |
| 120112* Fette und Wachse | ||
| Fette und Wachse | 80 - 100 % | breite Typenvielfalt auf Mineralöl-, synthetischer-, tierischer- und pflanzlicher Basis |
| Additive | bis 20 % | eigenschaftsverbessernde Additive, z. B. Antioxidantien, Hochdruck- und verschleißmindernde Zusätze, Korrosionsschutzmittel und Hitzebeständigkeitsverbesserer |
| Verunreinigungen | 1 - 10 % | die in verbrauchten Fetten und Wachsen enthaltenen Verunreinigungen beinhalten im wesentlichen Abrieb von den bearbeiteten Werkstoffen |
| 120110* synthetische Öle, 120119* Biologisch leicht abbaubare Bearbeitungsöle | ||
| Grundöl | 80 - 100 % | Öle auf pflanzlicher/synthetischer Basis, auch in veredelter Form, z. B. Ester |
| Additive | 5 - 20 % | eigenschaftsverbessernde Additive, z. B. Hochdruckzusätze und Fettsäuren als Antioxidantien, die Additive dürfen die biologische Abbaubarkeit nicht unzulässig beeinträchtigen |
| Verunreinigungen | 1 - 10 % | durch den Prozess eingetragene Fremdöle, z. B. Korrosionsschutz-, Bettbahn- und Hydrauliköle, sowie Feststoffe, insbesondere feine Späne und Schleifscheibenabrieb |
Hinweis
Bei der spanenden bzw. schleifenden Metallbearbeitung werden Kühlschmierstoffe (KSS) verwendet. Neben dem zu bearbeitenden Werkstoff ist das Bearbeitungsverfahren ausschlaggebend, ob und welche KSS eingesetzt werden oder ob eine trockene Bearbeitung möglich ist. Neuere Entwicklungen bei Werkzeugen (Beschichtungen, neue Werkstoffe, andere Geometrien) ermöglichen heute teilweise eine Trockenbearbeitung oder zumindest die Verringerung von Kühlschmierstoffen durch Minimalmengen-Schmierung (MMS).
Information über die verschiedenen KSS-Typen und deren Zusammensetzung finden Sie im Abfallsteckbrief 1201 "Bearbeitungsschlämme".
Als zusätzliche Informationsquelle für eine detaillierte Zusammensetzung der gefährlichen Inhaltsstoffe des angewandten KSS ist im Einzelfall das Sicherheitsdatenblatt vom liefernden bzw. herstellenden Unternehmen heranzuziehen. Neben der Einstufung und Kennzeichnung werden u. a. die gefährlichen Inhaltsstoffe aufgeführt. Die Gefährdungsabschätzung eines Abfalls und seine Zuordnung zum richtigen Abfallschlüssel sowie zur geeigneten Entsorgungsmöglichkeit setzt i.d.R. eine chemisch-physikalische Analyse voraus.
Ergänzende Informationen zum jeweils angewandten KSS können außerdem über eine Suchfunktion nach CAS-Nummer oder Namen des KSS auf der Informationsplattform des Forschungs- und Beratungsinstitutes Gefahrstoffe GmbH (FoBiG) ermittelt werden, welche von der Berufsgenossenschaft Holz und Metall (BGHM) in Auftrag gegeben wurde. Eine Verlinkung zur Internetseite des FoBiG ist im Quellenverzeichnis zu finden.
Information über die verschiedenen KSS-Typen und deren Zusammensetzung finden Sie im Abfallsteckbrief 1201 "Bearbeitungsschlämme".
Als zusätzliche Informationsquelle für eine detaillierte Zusammensetzung der gefährlichen Inhaltsstoffe des angewandten KSS ist im Einzelfall das Sicherheitsdatenblatt vom liefernden bzw. herstellenden Unternehmen heranzuziehen. Neben der Einstufung und Kennzeichnung werden u. a. die gefährlichen Inhaltsstoffe aufgeführt. Die Gefährdungsabschätzung eines Abfalls und seine Zuordnung zum richtigen Abfallschlüssel sowie zur geeigneten Entsorgungsmöglichkeit setzt i.d.R. eine chemisch-physikalische Analyse voraus.
Ergänzende Informationen zum jeweils angewandten KSS können außerdem über eine Suchfunktion nach CAS-Nummer oder Namen des KSS auf der Informationsplattform des Forschungs- und Beratungsinstitutes Gefahrstoffe GmbH (FoBiG) ermittelt werden, welche von der Berufsgenossenschaft Holz und Metall (BGHM) in Auftrag gegeben wurde. Eine Verlinkung zur Internetseite des FoBiG ist im Quellenverzeichnis zu finden.
 Glossar
Glossar
Quellenverzeichnis(Quellen, wenn nicht anders angegeben, in der aktuellen Fassung)
 EU - Europäische Union
EU - Europäische Union Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Stahlverarbeitung", UBA (Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry, UBA, December, 2001)
Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Stahlverarbeitung", UBA (Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry, UBA, December, 2001)- DE - Bundesrepublik Deutschland
- BW - Baden-Württemberg
- BY - Bayern
- Einstufung von Metallspänen aus der Oberflächenbehandlung gemäß Abfallverzeichnis-Verordnung (AVV)
- NI - Niedersachsen
![]()