Abfallsteckbrief "1002 Eisen- und Stahlindustrie"
| 100201 | Abfälle aus der Verarbeitung von Schlacke |
| 100202 | unverarbeitete Schlacke |
| 100207* | feste Abfälle aus der Abgasbehandlung, die gefährliche Stoffe enthalten |
| 100208 | feste Abfälle aus der Abgasbehandlung mit Ausnahme derjenigen, die unter 10 02 07 fallen |
| 100210 | Walzzunder |
| 100211* | ölhaltige Abfälle aus der Kühlwasserbehandlung |
| 100212 | Abfälle aus der Kühlwasserbehandlung mit Ausnahme derjenigen, die unter 10 02 11 fallen |
| 100213* | Schlämme und Filterkuchen aus der Abgasbehandlung, die gefährliche Stoffe enthalten |
| 100214 | Schlämme und Filterkuchen aus der Abgasbehandlung mit Ausnahme derjenigen, die unter 10 02 13 fallen |
| 100215 | andere Schlämme und Filterkuchen |
| (* gefährliche Abfälle) | |
Erläuterung
Zuordnung nach AVV
| Kapitel 10 | Abfälle aus thermischen Prozessen |
| Gruppe 1002 | Abfälle aus der Eisen- und Stahlindustrie |
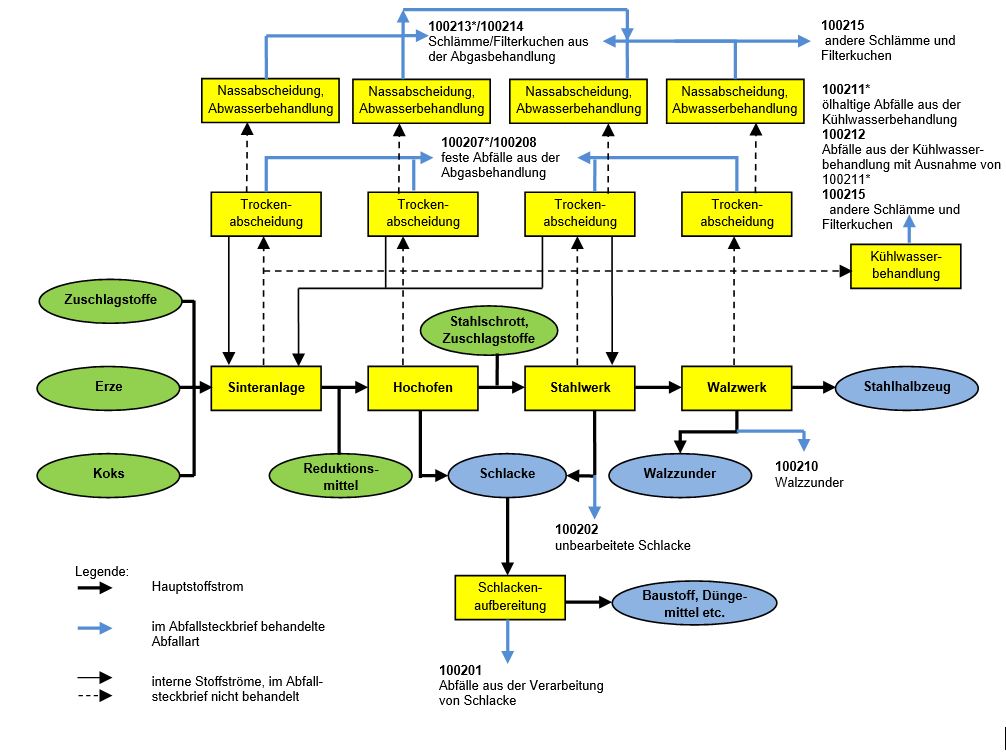
Schematische Darstellung des Entstehungsprozesses
 Quellenverzeichnis
Quellenverzeichnis(Quellen, wenn nicht anders angegeben, in der aktuellen Fassung)
 EU - Europäische Union
EU - Europäische Union Technischer Leitfaden zur Abfalleinstufung, 2018/C 124/01, Europäische Kommission vom 09.04.2018
Technischer Leitfaden zur Abfalleinstufung, 2018/C 124/01, Europäische Kommission vom 09.04.2018- DE - Bundesrepublik Deutschland
- Verordnung über das Europäische Abfallverzeichnis (Abfallverzeichnis-Verordnung - AVV)
- LAGA, Technische Hinweise zur Einstufung von Abfällen nach ihrer Gefährlichkeit, 2024
- Zentrale Koordinierungsstelle der Länder (ZKS-Abfall), "elektronische Abfallnachweisverfahren" (eANV)
- Hinweise zur Anwendung der Abfallverzeichnis-Verordnung, BMU, 2001 (nur noch als Erkenntnisquelle angezeigt, da inhaltlich nicht mehr aktuell)
- BW - Baden-Württemberg
- Informationsangebot des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg, Europäisches Abfallverzeichnis - Handbücher (3 Bände)
- Informationsangebot der LUBW Landesanstalt für Umwelt Baden-Württemberg zum Thema Abfall- und Kreislaufwirtschaft
- Informationsangebot der LUBW Landesanstalt für Umwelt Baden-Württemberg zum Thema Einstufung gefährlicher Abfall
- BY - Bayern
- Informationsangebot des Bayrischen Staatsministeriums für Umwelt und Verbraucherschutz - Infozentrum Umweltwirtschaft: Abfalleinstufung, Abfallbezeichnung und Abfallschlüssel nach Abfallverzeichnis-Verordnung
- Hinweise zur Einstufung von Abfällen in Bayern, Bayerisches Landesamt für Umwelt (LfU)
- BE - Berlin
- Senatsverwaltung für Umwelt, Verkehr und Klimaschutz Berlin: Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages in der Abfallverzeichnis-Verordnung, 18.11.2022
- BB - Brandenburg
- Erlass "Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages in der Abfallverzeichnis-Verordnung", Ministerium für Landwirtschaft, Umwelt und Klimaschutz des Landes Brandenburg, 01.03.2023
- HB - Bremen
- Informationsangebot der Freien Hansestadt Bremen, Senat für Klimaschutz, Umwelt, Mobilität, Stadtentwicklung und Wohnungsbau zur Einstufung von Abfällen in Bremen
- HH - Hamburg
- Informationsangebot der Freien und Hansestadt Hamburg zum Thema Abfall und Entsorgung
- Informationsangebot der Behörde für Umwelt, Klima, Energie und Agrarwirtschaft in Hamburg, Einstufung von Abfällen nach ihrer Gefährlichkeit - Technische Hinweise
- HE - Hessen
- Informationsangebot der Regierungspräsidien in Hessen, hier RP Gießen zum Thema Entsorgungswege - Abfalleinstufung und Abfallbezeichnung
- Erlass über gefahrenrelevante Eigenschaften zur Einstufung von Abfällen, Hessisches Ministerium für Umwelt, Klimaschutz, Landwirtschaft und Verbraucherschutz vom 11. März 2015
- MV - Mecklenburg-Vorpommern
- Informationsangebot des Landesamtes für Umwelt, Naturschutz und Geologie (LUNG) zum Thema Abfallentsorgung - Entsorgung von Siedlungsabfällen und gefährlichen Abfällen
- NI - Niedersachsen
- Informationsangebot des Niedersächsischen Ministeriums für Umwelt, Energie, Bauen und Klimaschutz zum Thema Abfall
- Informationsangebot der Niedersächsischen Gewerbeaufsicht zum Thema Kreislauf- und Abfallwirtschaft
- NW - Nordrhein-Westfalen
- Informationsangebot des Landesamtes für Natur, Umwelt und Verbraucherschutz Nordrhein-Westfalen - LANUV: "AIDA" - Informationsplattform Abfall
- RP - Rheinland-Pfalz
- Informationsangebot des Landesamtes für Umwelt Rheinland-Pfalz zum Thema Bewertung von Entsorgungswegen
- Erlass "Technische Hinweise der LAGA zur Einstufung von Abfällen nach ihrer Gefährlichkeit", Ministerium für Klimaschutz, Umwelt, Energie und Mobilität Rheinland-Pfalz, 16.07.2019
- SL - Saarland
- Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages der Verordnung über das Europäische Abfallverzeichnis (AVV), Saarland - Landesamt für Umwelt- und Arbeitsschutz, Januar 2011
- SN - Sachsen
- Informationsangebot des Sächsischen Landesamtes für Umwelt, Landwirtschaft und Geologie (LFULG) zum Thema Einstufung von Abfällen
- Erlass "LAGA-Mitteilung Technische Hinweise zur Einstufung von Abfällen nach Gefährlichkeit in Sachsen", Sächsisches Staatsministerium für Energie, Klimaschutz, Umwelt und Landwirtschaft, 10.06.2021
- ST - Sachsen-Anhalt
- Informationsangebot des Ministeriums für Wissenschaft, Energie, Klimaschutz und Umwelt des Landes Sachsen-Anhalt: Gefährliche Abfälle
- SH - Schleswig-Holstein
- Informationsangebot des Ministeriums für Energiewende, Klimaschutz, Umwelt und Natur des Landes Schleswig-Holstein: Abfallwirtschaft
- TH - Thüringen
- Hinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages für den Geschäftsbereich der Thüringer Straßenbauverwaltung, Thüringer Landesamt für Bau und Verkehr (TLBV), 13.07.2010
Herkunft und charakteristische Zusammensetzung
Herkunft
In Deutschland gibt es zwei etablierte Wege der Herstellung von Stahl (siehe unten, Bild 1). Bei der Verfahrensroute über den Hochofen (Primärerzeugung) mit seinen Vorstufen Kokerei, Sintern bzw. Pelletieren wird im Hochofen aus Eisenerzen sowie Koks und Kohle flüssiges Roheisen erzeugt, welches anschließend im Sauerstoffkonverter unter geringen Schrottzusätzen zu flüssigem Rohstahl weiter verarbeitet wird. Bei der Route über den Elektrolichtbogenofen (ELO) (Sekundärerzeugung) wird mit Hilfe von elektrischer Energie über einen Lichtbogen Stahlschrott zu flüssigem Rohstahl erschmolzen.
Etwa 70 % des in Deutschland produzierten Stahls werden über die Hochofen-Konverter-Route erzeugt, dementsprechend 30 % im Elektrostahlwerk.
Die Herstellung von Eisen- und Stahlprodukten erfolgt in mehreren Stufen:
- Vorbereitung der Rohstoffe, z.B.
- Aufbereitung der Erze sowie anderer eisenhaltiger Rohstoffe durch Zerkleinerung, Klassierung und Sortierung
- Vermischung mit Zuschlagstoffen
- Konditionierung zu hochofenfähigen Einsatzstoffen (Sintern, Pelletieren)
- Erzeugung von Roheisen (Hochofen)
- Erzeugung von Stahl (Konverter oder Elektrostahlwerk) und Stahlveredlung
- Formgebung (Warm- oder Kaltwalzen)
Als Sekundärrohstoffe kommen in der europäischen Eisen- und Stahlerzeugung vorwiegend verschiedene Schrottqualitäten gemäß der europäischen Schrottsortenliste, aber auch feinkörnige eisenhaltige Stoffe zum Einsatz. Während Stahlschrott bei entsprechender Stückgröße im Stahlwerk direkt eingesetzt werden kann, müssen feinkörnige Einsatzstoffe - wie z. B. Feinerze, aber auch feinkörnige Kreislaufstoffe wie Gichtgasstaub aus dem Hochofenprozess oder andere Stäube aus der Abgaserfassung und -behandlung, über eine Vorbehandlungsstufe zu stückigem, hochofenfähigem Vormaterial konditioniert werden. Dies erfolgt in der Regel über das Sintern.
In Deutschland enthielt der produzierte Rohstahl 2018 im Schnitt 43,4 % Schrott. Während bei der Primärerzeugung bis zu 25 % Schrott (bezogen auf den Eisenanteil) zugesetzt werden, kommt bei der Sekundärerzeugung fast ausschließlich Schrott als Eisenquelle zum Einsatz.
Sintern
Das Sintern von feinkörnigen Eisenerzen erfolgt in Bandsinteranlagen. Hierzu wird eine Mischung aus angefeuchtetem Feinerz zusammen mit Koksgrus, den Zuschlägen, wie Kalkstein, Branntkalk, Dolomit, Kreislaufmaterialien und Rückgut (Feinsinter, der für den direkten Einsatz im Hochofen ungeeignet ist), auf einen umlaufenden Rost, das Sinterband, gegeben und von oben gezündet. Der in der Oberfläche der Mischung enthaltene feste Brennstoff (z. B. Koksgrus) wird in einem Zündofen mit Gas gezündet und somit der Sintervorgang eingeleitet. Durch Anlegen eines Unterdruckes unter dem Rost wird gleichzeitig ein Gas- bzw. Luftstrom von oben nachunten durch die Mischung gesaugt. Die in der oberen Sinterschicht freigesetzte Wärme, die zum Zusammenbacken der Mischung führt, wird mit dem Gasstrom in die tiefer gelegenen Schichten geführt und zündet den dort enthaltenen festen Brennstoff. Durch die angesaugte Kaltluft nach Verlassen des Zündofens wird die gesinterte oberste Zone abgekühlt, wobei sich die Luft aufheizt und als Sauerstofflieferant und Wärmeüberträger der unteren Schichten dient. Während des Transports auf dem Sinterband wird die gesamte Schicht von oben nach unten gesintert.
Das so entstandene Konglomerat wird am Ende des Sinterbandes abgeworfen, grob gebrochen und abgekühlt. Nach dem Absieben der Feinanteile, die der Sintermischung als Rückgut wieder zugeführt werden, ist der Sinter für den direkten Einsatz im Hochofen aufgrund seiner großen Gasdurchlässigkeit und guten Reduzierbarkeit geeignet.
Da die beim Sinterprozess eingesetzten Materialien das gesamte Temperaturfeld bis max. 1.300 °C durchlaufen, können die resultierenden Abgase abhängig von den Einsatzmaterialien Staub, bei niedrigen Temperaturen siedende Substanzen (z. B. Organik, Schwefel, Schwermetalle) sowie Reaktions- und Crackprodukte enthalten. Die Abgasentstaubung erfolgt nach dem Stand der Technik mittels der folgenden Verfahren:
- moderne Verfahren der elektrostatischen Staubabscheidung (im folgenden und üblicherweise wird Elektro mit „E“ abgekürzt; E-Filter, E-Filter mit bewegten Elektroden, E-Filter mit Energieimpulssystem, Hochspannungsbetrieb des E-Filters usw.) oder
- E-Filter und zusätzlicher Gewebefilter oder
- Vorentstaubung (z. B. E-Filter oder Zyklone).
Beim Pelletieren werden Feinsterze (Pelletfeed), Konzentrate und ggf. andere feinkörnige Materialien mit Korngrößen von weit unter 1 mm zu Kügelchen von etwa 10 bis 15 mm geformt. Zu diesem Zweck wird die Erzmischung angefeuchtet und mit einem Bindemittel (z. B.Bentonit) versehen. In Drehtrommeln oder auf Drehtellern werden dann die "Grünpellets" geformt. Diese Grünpellets werden getrocknet und bei Temperaturen von mehr als 1.000 °C gebrannt. Pellets weisen im Vergleich zu Stückerzen ein enges Kornband, gleichbleibende Qualität und eine gute Durchgasung bei der Reduktion auf. Weiterhin sind Pellets gut transport- und lagerfähig. Das Pelletieren erfolgt daher in der Regel schon direkt durch die Eisenerzerzeuger bei deren Gruben oder Hafenanlagen und kommt zur Erzaufbereitung in Deutschland in der Regel nicht zur Anwendung.
Hochofen
Der Hochofen ist ein kontinuierlich arbeitender Schachtofen. Die Gicht stellt das Oberteil des Hochofens dar und umfasst die zur Beschickung des Hochofens und der Ableitung der Gichtgase erforderlichen Anlagen. Das staubhaltige Gichtgas wird vom Ofenkopf den Gasreinigungseinrichtungen und danach den Verbrauchsstellen (Winderhitzer, Stoß- und Hubbalkenöfen, Unterfeuerung der Kokerei, Kraftwerk) zugeführt. Die Höhe des unter der Gicht liegenden Schachtes beträgt etwa 3/5 der gesamten Ofenhöhe. Hieran schließt sich der zylindrische Kohlensack an. In der darunter liegenden Rast beginnt das Schmelzen der Beschickungssäule. Das Gestell ist der untere zylindrische Teil des Hochofens, in dem sich flüssige Schlacke und Roheisen sammeln. Im oberen Teil des Gestells sind Windformen aus Kupfer angeordnet. Durch sie wird die zur Reduktionsgaserzeugung notwendige heiße Luft in den Hochofen geblasen. Etwas tiefer liegen die Stichlöcher für den Abfluss von Roheisen und Schlacke. Das Stichloch wird nach jedem Abstich mit feuerfester Masse verschlossen.
Im Hochofen werden die eisenhaltigen Rohstoffe in einem reduzierenden Prozess zu flüssigem Roheisen erschmolzen. Das im Gegenstrom zum Materialfluss strömende Reduktionsgas verlässt den Hochofen bei Temperaturen von 90 - 170 °C über die Gicht. Die Gichtgase sind stark staubhaltig und werden vor der weiteren Verwendung gereinigt. Dies erfolgt für grobe Staubpartikel vorzugsweise mittels Trockenabscheidung (z. B. Umlenkabscheider). Diese Partikel werden üblicherweise in die Sinteranlage zurückgeführt. Im Anschluss erfolgt die Abscheidung der feinen Staubpartikeln in einem Gaswäscher, einem Nass-Elektro-Filter oder nach einem vergleichbaren Verfahren.
Die anfallende Hochofenschlacke wird in der Regel diskontinuierlich in etwa gleichzeitig mit dem Roheisen abgestochen. Das flüssige Roheisen und die oben schwimmende Schlacke werden in einem "Fuchs" genannten Abzugskanal durch die Dichtunterschiede voneinander getrennt.
Das aus dem Hochofen abgestochene Roheisen wird anschließend entschwefelt, fallweise werden auch das Silizium und der Phosphor weitgehend entfernt. Der Ablauf der nachfolgenden Stahlerzeugung kann dadurch vereinfacht werden. Durch die hierbei ablaufenden Prozesse werden ebenfalls geringe Mengen an Schlacke produziert, die jeweils abgeschlackt und üblicherweise entsprechend dem Prozess, z. B. als Entschwefelungsschlacke, bezeichnet werden.
Die Minderung der bei der Vorbehandlung des flüssigen Roheisens auftretenden Staubemissionen (einschließlich Roheisen-Transportprozesse, Entschwefelung und Entschlackung) erfolgt durch eine effektive Absaugung und anschließende Abgasreinigung mittels Gewebefilter oder E-Filter.
DRI-Herstellung (direct reduced iron, Direktreduktion von Eisenerz)
Das Verfahren der Direktreduktion von Eisenerz wird in Deutschland nur in einem Hamburger Stahlwerk (ArcelorMittal Hamburg GmbH) praktiziert. Das direkt reduzierte Eisen DRI (direct reduced iron) wird im Elektrolichtbogenofen eingeschmolzen. Im Gegensatz zum Hochofenverfahren wird bei der Direktreduktion das Eisenerz im festen Zustand zu Eisen reduziert. Das DRI enthält noch einen Rest an Sauerstoff sowie die gesamte Gangart. Beide müssen in der nachgeschalteten Stahlherstellungsstufe durch Schmelzen und Nachreduzieren entfernt werden. Stäube werden mittels Primär- und Sekundärgaserfassung und geeigneter Behandlung abgeschieden.
Stahlerzeugung aus Roheisen und Schrott im Konverter
Zur Stahlerzeugung aus Roheisen werden der darin enthaltene Kohlenstoff und die Eisenbegleiter durch das Zuführen von Sauerstoff abgesenkt. Dieser Prozess ist chemisch als gezielte Oxidation bestimmter Inhaltstoffe zu sehen und wird in der Stahlindustrie als Frischen bezeichnet. Die Konverter, in denen der Frischprozess abläuft, sind kippbare, mit feuerfestem Material ausgekleidete Stahlgefäße. Ihr Fassungsvermögen je Schmelze liegt zwischen 50 und 400 t. Bei den Verfahren zum Frischen haben sich das Sauerstoffaufblasverfahren und das Sauerstoffbodenblasverfahren sowie vor allem daraus kombinierte Verfahren letztlich durchgesetzt. Die hauptsächlichen Varianten des kombinierten Blasens sind:
- Sauerstoffaufblasen mit Inertgasspülen durch den Boden,
- Sauerstoffaufblasen und Sauerstoffbodenblasen.
Die ggf. betriebene Rückgewinnung von Konvertergas, sofern energiewirtschaftlich sinnvoll, und die Primärentstaubung erfolgen durch unterdrückte Verbrennung und Einsatz von trockenen E-Filtern (bei neuen und bestehenden Anlagen) oder nasse Gaswäsche (bei bestehenden Anlagen). Das gesammelte Konvertergas wird gereinigt und für die spätere Verwendung als Brennstoff gespeichert. Die erfassten Stäube und/oder Schlämme werden weitestgehend wiederverwendet. Dabei ist ihr ggf. hoher Zinkgehalt zu beachten. Die während der Beschickung und beim Abstich entstehenden Abgase werden abgesaugt und mittels Gewebefilter, E-Filter und/oder einem anderen Verfahren gereinigt (Sekundärentstaubung, z. B. Nassabscheidung). Gleiches gilt auch für Transport- und Umfüllvorgänge, das Abschlacken und die Sekundärmetallurgie.
Die bei dem Prozess erzeugte Konverterschlacke (Stahlwerksschlacke) wird abgeschlackt und in der Regel in Schlackebeeten zur weiteren Verarbeitung abgekühlt.
Stahlerzeugung aus Schrott im Elektrostahlwerk
Bei den Elektrostahl-Verfahren wird die notwendige Wärme durch elektrischen Strom erzeugt. Die technischen Möglichkeiten zur Umwandlung von elektrischer Energie in Wärme sind hauptsächlich durch Elektrolichtbogenöfen und Induktionsöfen gegeben. Mehr als 90 % des Elektrostahls in Deutschland werden im Elektrolichtbogenofen erzeugt. Dieser erzeugt die notwendige Wärme mit Hilfe eines Lichtbogens. Beim Drehstromofen leiten drei Graphitelektroden phasenverschoben den elektrischen Strom über einen Lichtbogen durch den metallischen Einsatz zur nächsten Elektrode. Bei dem Gleichstromofen leitet eine Graphitelektrode den elektrischen Strom über den Lichtbogen durch den metallischen Einsatz zur Bodenanode. Im Lichtbogen entstehen Temperaturen bis zu 3.500 °C, die den metallischen Einsatz schmelzen lassen. Somit ist der Elektrolichtbogenofen für die Erschmelzung aller legierten Stahlsorten besonders geeignet.
Das Ofengefäß ist feuerfest ausgemauert. Abstichgewichte der Lichtbogenöfen beginnen bei wenigen Tonnen und reichen im Ausnahmefall bis zu 200 t.
Dem Einschmelzen im Elektroofen sind zur Herstellung der gewünschten Stahlsorten weitere Prozessstufen nachgeschaltet.
Die Schlacke wird analog dem Konverterprozess i. d. R. abgeschlackt und in Beeten zur weiteren Verarbeitung abgekühlt.
Die beim Einschmelzen und nachfolgender Behandlung des Stahls entstehenden Abgase werden durch eine Kombination aus direkter Abgasabsaugung und Absaughaubensystem oder Einhausung und Absaughaubensystem oder eine Gesamtgebäudeabsaugung erfasst. Die Abgasentstaubung erfolgt durch Gewebefilter. Die erfassten Stäube werden weitestgehend wiederverwendet, hierbei ist insbesondere bei Einsatz von verzinktem Stahlschrott die Möglichkeit der Zinkrückgewinnung zu beachten (Bild 1).
Stahlveredlung
Zur Stahlveredlung werden während der Stahlproduktion je nach gewünschten Eigenschaften Legierungselemente in verschiedenen Konzentrationen zugefügt. Stahlveredler sind vor allem: Nickel, Kobalt, Molybdän, Mangan, Wolfram, Vanadium, Chrom und Titan.
Stahlweiterverarbeitung
In den meisten Stahlwerken wird der erzeugte Stahl anschließend weiterverarbeitet. Dies erfolgt unabhängig vom Stahlherstellungsverfahren zunächst durch z. B. Strang-, Brammen- oder Blockgießen. Der zur Warmumformung durch Walzen bestimmte flüssige Stahl wird i. d. R. kontinuierlich im Stranggussverfahren vergossen. Der Anteil des Stranggießens an der Gesamtstahlproduktion liegt in Deutschland bei ca. 96 %.
Die Weiterverarbeitung zu Halbzeugen (Stangen, Bleche, Rohre usw.) erfolgt meist durch Warm- und anschließendes Kaltwalzen. Bei der Warmumformung (Warmwalzwerk) platzt die auf der glühenden Metalloberfläche vorhandene oxidische Zunderschicht ab und wird als Walzzunder aufgefangen. Feinste Walzzunderpartikel werden ggf. aus Kühlkreisläufen entfernt und können somit als Gemisch mit Kühlwasser und Kühlschmierstoffen vorliegen.
Abfälle
Art und Menge der erzeugten Abfälle sind in erster Linie durch die jeweilige Verfahrenskombination geprägt. Die durchschnittliche Abfallmenge pro Tonne Stahl beträgt in Deutschland 200 kg (für Elektrolichtbogenofen) bis 400 kg (für Hochofen, Siemens-Martin-Ofen bzw. Sonderverfahren). Der größte Anteil dabei sind Schlacken mit ca. 90 Massen-% bzw. 13,2 Mio. t pro Jahr (2018). Davon wird der überwiegende Teil (ca. 96 %) z. B. als Rohstoff in der Zementherstellung oder als Baustoff in der Bauindustrie verwertet. Die Schlacken der Eisen- und Stahlindustrie unterliegen i.d.R. einer Qualitätsüberwachung.
Im Falle eines integrierten Hüttenwerkes beträgt die Erzeugung von Stäuben, Schlämmen und Zunder ca. 60 – 65 kg/t Rohstahl und im Falle der Elektrostahlerzeugung rund 30 bis 35 kg/t Rohstahl.
Bild 2 (siehe unten) verdeutlicht die Stellen der Stahlerzeugung, an denen die mengenmäßig bedeutendsten Mengen an Hochofenschlacke, LD-Schlacke (LD steht für Linz-Donnowitz) und Elektroofenschlacke erzeugt werden. In Deutschland wurden 2018 ca. 7,7 Mio. t Hochofenschlacke, 3,2 Mio. t LD-Schlacke, 1,63 Mio. t Elektroofenschlacke und 0,56 Mio. t Schlacke aus Sonderverfahren erzeugt.
100201 Abfälle aus der Verarbeitung von Schlacke
Hochofen- und Stahlwerksschlacken werden unter Ausnutzung des Dichteunterschiedes schmelzflüssig vom erzeugten Metall getrennt. Die Schlacken werden durch geeignete Verfahren abgekühlt und im abgekühlten Zustand zu Baustoffen und Düngemitteln aufbereitet, soweit sie nicht direkt verwendet werden können. Bei diesen Aufbereitungsprozessen, vorwiegend Brech- und Klassierprozesse, fallen ggf. Abfälle in ähnlicher Zusammensetzung wie das Ausgangsmaterial an, die nicht den gewünschten Qualitätskriterien entsprechen, z. B. hinsichtlich der erzielten Korngröße.
100202 unbearbeitete Schlacke
Wenn die Vermarktung der erzeugten Eisenhüttenschlacke von vornherein ausgeschlossen werden kann, wird ggf. auf die sonst bei der Schlackenerzeugung üblichen Bearbeitungsschritte verzichtet. Hierdurch entsteht Schlacke, die möglicherweise nicht den Produktstandards, technischen Vorschriften etc. genügt.
100207*/08 feste Abfälle aus der Abgasbehandlung
In allen Prozessen der Eisen- und Stahlerzeugung werden die gas- bzw. staubförmigen Emissionen in geeigneten und nach den entsprechenden Vorschriften genehmigten Abgasbehandlungsanlagen erfasst und gereinigt. Die Abgasbehandlungsanlagen sind zumeist mehrstufig ausgelegt und umfassen eine Trockenabscheidung wie z. B. Zyklone, Elektrofilter oder Gewebefilter sowie eine nachgeschaltete Nassreinigung. Die Zusammensetzung der trocken abgeschiedenen Stäube ist abhängig von den jeweils erfassten Prozessschritten und den dort eingesetzten bzw. erzeugten Materialien. Es handelt sich überwiegend um Eisenoxide sowie mitgerissene Schlackenpartikel bzw. Schlackenbildner. Bedingt durch die hohen Prozesstemperaturen kann eine Anreicherung leicht flüchtiger Elemente aus den Einsatzstoffen, wie z. B. Zink aus dem Recycling verzinkter Bleche, erfolgen. Stäube aus der Abgasreinigung der Hochöfen weisen durch den Einsatz von Reduktionsmitteln, insbesondere Koks, nennenswerte Anteile an Kohlenstoff auf. Da es in den Abgasen der Sinteranlagen zur Bildung von Dioxinen/Furanen (PCDD/PCDF) kommen kann, werden hier neben der Abgasentstaubung besondere Dioxin-Minderungstechniken eingesetzt. Filterstäube sind potentiell mit PCDD/PCDF belastet.
100210 Walzzunder
Bei Luftkontakt der noch glühenden Oberfläche des vergossenen Stahls oxidieren die äußeren Metallschichten. Diese als Zunder bezeichnete Oxidschicht ist hart und spröde. Bei der Weiterverarbeitung des Stahls in Warmwalzwerken wird der Zunder mechanisch entfernt, damit dieser nicht in den Stahl eingewalzt wird. Die Zusammensetzung des Walzzunders entspricht der Zusammensetzung der verarbeiteten Stahllegierung.
Die Anlagen der Walzwerke müssen gekühlt und geschmiert werden. Je nach Anlagenkonstellation können die Kühl- und Schmierstoffe mit dem Zunder in Kontakt kommen und werden dann mit diesem ausgetragen. Walzzunder können daher feucht und ölbehaftet vorliegen.
Walzzunder wird meist nach einer Aufbereitung (Entölung, Sintern) der Roheisenerzeugung wieder zugeführt.
100211*/12 Abfälle aus der Kühlwasserbehandlung
Kühlwasser wird in vielen Verfahrensstufen der Stahlherstellung und -weiterverarbeitung eingesetzt. In der Regel wird Kühlwasser im Kreislauf gefahren. Um die Kreislauffähigkeit zu erreichen, wird das Rohwasser häufig vorbehandelt (Abtrennung von Feststoffen, Enthärtung). Auch bei der Pflege der Kreislaufwässer (Entfernung eingetragener Verunreinigungen) können Filterrückstände und Schlämme erzeugt werden. Kühlwässer, die offen zur Oberflächenkühlung eingesetzt werden, können abhängig von der Prozessstufe und Prozessführung mit Ölen und anderen Schmierstoffen verunreinigt sein, z. B. im Warmwalzwerk. Die Abtrennung der Verunreinigungen aus dem Kühlwasser erfolgt ggf. über geeignete Trennverfahren, z. B. Ölabscheider.
100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung
Die letzte Stufe der bei allen Teilprozessen der Eisen- und Stahlerzeugung erforderlichen Abgasreinigungsanlage ist in der Regel eine Nassreinigung. Der Feststoffanteil der daraus abgetrennten Schlämme entspricht in seiner Zusammensetzung im Wesentlichen der der Abgasstäube.
100215 andere Schlämme und Filterkuchen
Die Entstehung von anderen Schlämmen und Filterkuchen ist anlagenspezifisch und bezieht sich i. d. R. auf Abfälle, die nicht in den vorgenannten Prozessen entstehen. Vielfach handelt es sich um Schlämme oder Stäube aus der allgemeinen Betriebsreinigung, z. B. bei Reparaturen und Reinigungsarbeiten von Anlagen oder bei der Reinigung der Werkstrassen und Plätze. Es könnte sich dabei aber auch um Schlämme aus der Abwasserbehandlung im Rahmen der Betriebswasseraufbereitung handeln. Eine weitere Möglichkeit sind Rückstände aus einer zentralisierten Nass- und/oder Trockenentstaubung.
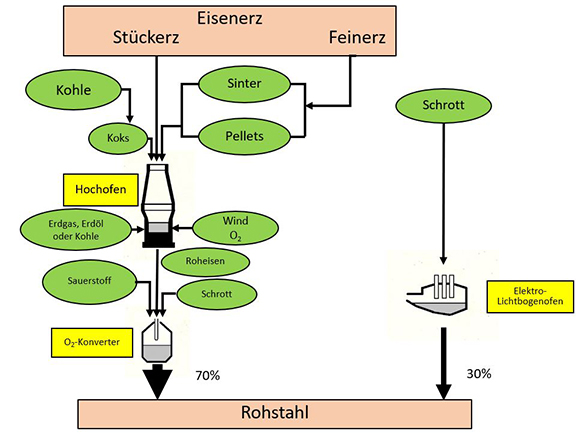 | 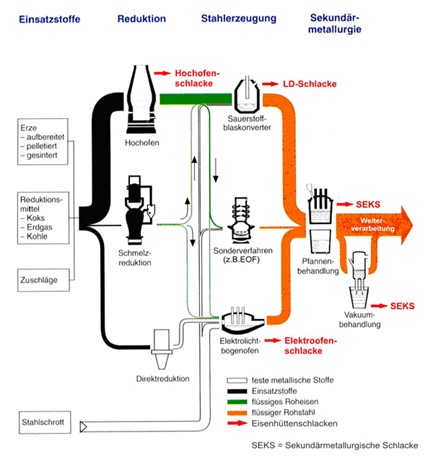 |
Bild 1: Wege zur Herstellung von Stahl in Deutschland, Zahlenangaben für 2018 (Quelle: Erstellt in Anlehnung an eine Quelle von FEhS – Institut für Baustoff-Forschung e.V.) | Bild 2: Entstehung von Eisenhüttenschlacken ("LD"= Linz-Donawitz-(Konverter), "EOF"=Energy optimized furnace) (Quelle: FEhS – Institut für Baustoff-Forschung e.V.) |
Charakteristische Zusammensetzung
| Inhaltsstoffe | Gehalte / Konzentrationen | Erläuterungen |
|---|---|---|
| 100201 Abfälle aus der Verarbeitung von Schlacke und 100202 unbearbeitete Schlacke | ||
| Silizium als SiO2 | 3 - 40 % |
|
| Calcium als CaO | 20 - 60 % |
|
| Eisen als Fe2O3 | 0,1 - 60 % |
|
| metallisches Eisen bzw. Stahl entsprechend der Legierung | < 1 - 10 % | |
| Aluminium als Al2O3 | 1 - 40 % |
|
| Magnesium als MgO | 1 - 20 % |
|
| Mangan als MnO | 0,1 - 8 % |
|
| Chrom als Cr2O3 | 0,1 - 7 % |
|
| Phosphor als P2O5 | 0,02 - 3 % |
|
| Schwefel als SO3 | < 0,1 - 5 % |
|
| 100207*/08 feste Abfälle aus der Abgasbehandlung | ||
| Eisen als FeO, teilweise auch metallisch | 10 - 90 % |
|
| Calcium als CaO | 1 -20 % |
|
| Magnesium als MgO | 0,1 - 11 % |
|
| Silizium als SiO2 | 0,5 - 12 % |
|
| Aluminium als Al2O3 | 0,1 - 3 % |
|
| Blei als Pb | bis 10 % |
|
| Zink als Zn | bis 45 % |
|
| Schwefel | bis 4 % |
|
| Kohlenstoff | bis 50 % |
|
| 100210 Walzzunder | ||
| Eisen als FeO | 50 - > 99 % | Hauptbestandteil: bei der Umformung abgeplatzter Zunder |
| Öle bzw. Kohlenwasserstoffe | 0,1 - 10 % | stark abhängig von Anlagenspezifika und Walzzunderkörnung; Schmier- oder Kühlschmierstoffe von geschmierten Anlagenkomponenten |
| Wasser | 0,1 - 50 % | Kühlwasser von der Anlagenkühlung |
| 100211* Abfälle aus der Kühlwasserbehandlung | ||
| Wasseranteil | < 0,1 - 90 % | |
| Feststoffe | 10 - > 99 % | insbesondere Rechen- und Filterrückstände aus der Rohwasserfiltrierung |
| Öle bzw. Kohlenwasserstoffe | < 0,1 - 20 % | aus Ölabscheidern bei der Kühlwasserpflege |
| 100212 Abfälle aus der Kühlwasserbehandlung | ||
| Wasseranteil | < 1 - 90 % | |
| Feststoffe | 10 - > 99 % | insbesondere Rechen- und Filterrückstände aus der Rohwasserfiltrierung |
| Öle bzw. Kohlenwasserstoffe | < 0,1 % | aus Ölabscheidern bei der Kühlwasserpflege |
| 100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung | ||
| Eisen als FeO, teilweise auch metallisch | 10 - 90 % |
|
| Calcium als CaO | 1 - 20 % |
|
| Magnesium als MgO | 0,1 - 11 % |
|
| Silizium als SiO2 | 0,5 - 12 % |
|
| Aluminium als Al2O3 | 0,1 - 4 % |
|
| Blei als Pb | bis 10 % |
|
| Zink als Zn | bis 45 % |
|
| Schwefel | bis 4 % |
|
| Kohlenstoff | bis 50 % |
|
| 100215 andere Schlämme und Filterkuchen | ||
| Wassergehalt (Trockenrückstand) | 0,6 - 68 % | im Durchschnitt 28 % |
| Glühverlust des Trockenrückstandes | 2 - 51 % | im Durchschnitt 20 % |
| Öle bzw. Kohlenwasserstoffe | < 0,1 % | z. B. aus Ölabscheidern bei der Kühlwasserpflege |
Quellenverzeichnis(Quellen, wenn nicht anders angegeben, in der aktuellen Fassung)
- EU - Europäische Union
- Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Eisen- und Stahlerzeugung" (auf Englisch)
- Schlussfolgerungen zu den besten verfügbaren Techniken (BVT) in Bezug auf die Eisen- und Stahlerzeugung, Amtsblatt der europäischen Union vom 08.03.2012
- Technischer Leitfaden zur Abfalleinstufung, 2018/C 124/01, Europäische Kommission vom 09.04.2018
- DE - Bundesrepublik Deutschland
- Informationsangebot vom Fachverband Eisenhüttenschlacken e.V. (FEhS)
- Stahlinstitut VDEh (Hrsg.): Stahlfibel. Düsseldorf, 2009
- Aufkommen, Qualität und Verbleib mineralischer Abfälle - Endbericht, Umweltbundesamt, Mai 2008
- Beitrag der Abfallwirtschaft zur nachhaltigen Entwicklung in Deutschland, Industrieabfälle, FKZ 205 33 312, Umweltbundesamt, 2006
- LAGA-Mitteilung 32, LAGA PN 98 - Richtlinie für das Vorgehen bei physikalischen, chemischen und biologischen Untersuchungen im Zusammenhang mit der Verwertung/Beseitigung von Abfällen, Mai 2019
- Verordnung über das Europäische Abfallverzeichnis (Abfallverzeichnis-Verordnung - AVV)
- Verordnung über Anforderungen an das Einleiten von Abwasser in Gewässer (Abwasserverordnung - AbwV) Anhang 29 Eisen- und Stahlerzeugung
- Gute Praktiken-Leitfaden – Minimierung von Dioxin- und Furanemissionen in Gießereien, Bundesverband der Deutschen Gießerei-Industrie, Juni 2017
- LAGA Forum Abfalluntersuchung: Handlungshilfe zur Anwendung der LAGA-Mitteilung 32 (LAGA PN 98), Mai 2019
- LAGA Forum Abfalluntersuchung: Methodensammlung Feststoffuntersuchung, Version 2.0, Juni 2021
- BW - Baden-Württemberg
- Informationsangebot des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg, Europäisches Abfallverzeichnis - Handbücher (3 Bände)
- NW - Nordrhein-Westfalen
- Informationsangebot des Landesamtes für Natur, Umwelt und Verbraucherschutz Nordrhein-Westfalen - LANUV: "AIDA" - Informationsplattform Abfall
Schadstoffe und gefährliche Eigenschaften
Schadstoffe
In den Schlacken, Stäuben und sonstigen Rückständen können je nach Prozessschritt neben Eisen und Schwermetallen (Cadmium, Quecksilber, Blei) vor allem organische Schadstoffe (Mineralöle, PAK, Dioxine/Furane) in unterschiedlicher Zusammensetzung und Konzentration enthalten sein.
Metalle
100201 Abfälle aus der Verarbeitung von Schlacke und
100202 unbearbeitete Schlacke enthalten prozessbedingt Schwermetalle, die jedoch in das Kristallgitter insbesondere von Silikaten, Aluminaten und Ferriten eingebunden sind. In Abfällen aus Stahlwerksschlacke können neben Eisen Legierungselemente wie Chrom oder Vanadium sowie Zink enthalten sein. Die Gehalte sind von Prozessführung, Einsatz- und Zuschlagstoffen abhängig und führen i. d. R. nicht zu gefahrenrelevanten Abfalleigenschaften.
100207*/08 feste Abfälle aus der Abgasbehandlung können Schwermetallgehalte in unterschiedlicher Höhe und ggf. umweltrelevanten Konzentrationen aufweisen. Die jeweiligen Gehalte sind abhängig von den erfassten Prozessschritten und den dort eingesetzten Materialien und Materialmengen. Neben Eisen, das zumeist als Hauptbestandteil auftritt, sind dies u. a. Mangan, Chrom und untergeordnet Nickel sowie die bei den hohen Prozesstemperaturen leicht flüchtigen Schwermetalle, wie insbesondere Zink, untergeordnet auch Blei, Cadmium etc. Die Legierungselemente Mangan, Chrom und Nickel sind eher in den festen Abfällen aus der Abgasbehandlung bei Erzeugung hochlegierter Stahlqualitäten anzutreffen. Zink und Blei treten eher in den festen Abfällen aus der Abgasreinigung der Sinteranlage und des Hochofens sowie beim Einsatz verzinkter Schrotte bei der Stahlerzeugung auf. Die Metalle liegen aufgrund der weitgehend oxidierenden Bedingungen in den Abgasbehandlungsanlagen i. d. R. als Oxide vor, wie z. B. Zinkit (ZnO), Hämatit (Fe2O3) oder Spinelle mit der allgem. Formel (Me2+O) x (Me23+O3), wobei Me für die Metalle Fe, Mg, Mn, Ni, Zn, Al, Cr etc. steht. Abhängig von den jeweiligen Metallgehalten können Abfälle mit gefahrenrelevanten Eigenschaften vorliegen.
100210 Walzzunder enthält überwiegend Eisen. Schwermetalle sind in Mengenverhältnissen enthalten, die etwa der Zusammensetzung der verarbeiteten Stahlqualitäten entspricht, aufgrund der Verzunderung jedoch in oxidischer Form und in geringerer Konzentration als in den Stahlqualitäten.
100211*/12 Abfälle aus der Kühlwasserbehandlung enthalten in der Regel keine Metalle bzw. Schwermetalle in Konzentrationen, die für eine Gefährlichkeitsbeurteilung relevant wären.
100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung, die in der Nassreinigungsstufe abgetrennt werden, weisen eine ähnliche Zusammensetzung wie die in der Trockenreinigungsstufe separierten Rückstände auf (100207*/08). Die Gehalte der Abfälle aus der nassen Abgasbehandlung liegen tendenziell etwas niedriger, können aber trotzdem Konzentrationen erreichen, die eine Einstufung als gewässergefährdend bewirken.
100215 andere Schlämme und Filterkuchen können z. B. aus der Abwasserbehandlung, der Betriebswasseraufbereitung oder auch der Betriebsreinigung stammen und können Schwermetallgehalte in unterschiedlicher Höhe und ggf. umweltrelevanten Konzentrationen aufweisen. Eine weitere Möglichkeit sind Rückstände aus einer zentralisierten Nass- und/oder Trockenentstaubung.
Organische Schadstoffe
100201 Abfälle aus der Verarbeitung von Schlacke und
100202 unbearbeitete Schlacke weisen i.d.R. keine organischen Schadstoffe auf, die für eine Gefährlichkeitsbeurteilung relevant wären.
100207*/08 feste Abfälle aus der Abgasbehandlung sind in der Zusammensetzung nach Art und Menge der organischen Schadstoffe sehr unterschiedlich und insbesondere von den Einsatzstoffen im metallurgischen Prozess sowie von der Prozessführung der Abgasbehandlungsanlagen abhängig. Filterstäube aus Sinteranlagen sind potenziell mit polycyclischen aromatischen Kohlenwasserstoffen (PAK) sowie Dioxinen/Furanen (PCDD/PCDF) belastet. Auch Gichtgasstäube aus Hochöfen können mit PAK belastet sein. In diesen Fällen ist eine Überprüfung der Abfallgefährlichkeit in der Regel erforderlich. Stahlwerksstäube weisen aufgrund der Einsatzmaterialien (flüssiges Roheisen, Eigenschrott, überwachter Fremdschrott) und der sehr hohen Abgastemperaturen in der Regel keine Verunreinigungen durch organische Verbindungen auf.
100210 Walzzunder weist im Regelfall Ölgehalte < 0,1 % auf. Ausnahmen sind jedoch möglich. So kann Feinzunder, z. B. aus sogenannten Sinterbrunnen, durch anhaftende Kühl- oder Schmierstoffe Ölgehalte von bis zu 3 %, in Extremfällen bis zu 10 %, aufweisen. Einige Arten von Walzzunder können daher gefährliche Eigenschaften besitzen. Da für diese Abfallart kein Spiegeleintrag in der Abfallverzeichnisverordnung vorgesehen ist, kann die zuständige Behörde im Einzelfall oder aufgrund neuer Erkenntnisse diesen Abfall als gefährlich einstufen (§ 3 Absatz 3 Abfallverzeichnisverordnung). In diesem speziellen Fall würde der Abfallschlüssel ein Sternchen erhalten (100210*) und entsprechende Berichtspflichten der Behörden an die EU-Kommission würden in Gang gesetzt werden. Die Ölgehalte trockener bzw. entölter Walzzunder führen dagegen i. d. R. nicht zu einer Einstufung als gefährlicher Abfall.
100211*/12 Abfälle aus der Kühlwasserbehandlung können nur bei offenen Kühlsystemen nennenswerte Anteile organischer Schadstoffe enthalten. Sie resultieren aus der Entfernung eingeschleppter Kühl- und Schmierstoffe.
100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung, die in der Nassreinigungsstufe anfallen, weisen eine ähnliche Zusammensetzung wie die in der Trockenreinigungsstufe separierten Rückstände (100207*/08) auf. Die Gehalte liegen zwar meistens niedriger, können aber trotzdem teilweise gewässergefährdende Konzentrationen aufweisen. So können insbesondere Schlämme und Filterkuchen aus der Abgasreinigung bei Sinteranlagen mit gefährlichen Konzentrationen an PAK sowie PCDD/PCDF belastet sein. Auch Mineralölkohlenwasserstoffe können in gewässergefährdenden Konzentrationen vorliegen.
100215 andere Schlämme und Filterkuchen, die z. B aus der Abwasserbehandlung, der Betriebswasseraufbereitung oder der Betriebsreinigung stammen, können sowohl mit PAK als auch mit Mineralölkohlenwasserstoffe teilweise in umweltrelevanten Konzentrationen belastet sein.
Sonstige Schadstoffe
Die vorgenannten Abfälle der Gruppe 1002 können herkunftsspezifisch weitere Schadstoffe enthalten (z.B. Cyanide), die einen Einfluss auf die Verwertbarkeit und Ablagerbarkeit haben können.
Gefährliche Eigenschaften
Die Regelungen für den Abfallbereich beruhen u. a. auf den Rechtsvorschriften der Verordnung (EG) Nr. 1272/2008 (CLP-Verordnung) und gelten seit dem 01.06.2015 im europäischen Recht. Im deutschen Abfallrecht ist die AVV durch die Verordnung zur Umsetzung der novellierten abfallrechtlichen Gefährlichkeitskriterien geändert worden (siehe hierzu die Rubrik - Aktuelles zur AVV).
In der folgenden Tabelle wird aus Gründen der Übersichtlichkeit nicht die vollständige Stoffeinstufung dargestellt, die bei Bedarf in Stoffdatenbanken, z. B. Einstufungs- und Kennzeichnungsverzeichnis der ECHA (EU), GESTIS (DE), GisChem (DE), GSBL (DE) oder IGS (NW), verlinkt im Quellenverzeichnis, nachgesehen werden kann.
| Schadstoffe | Gehalte / Konzentrationen | Erläuterungen |
|---|---|---|
| 100201 Abfälle aus der Verarbeitung von Schlacke und 100202 unbearbeitete Schlacke | ||
| Mineralölkohlen-wasserstoffe (MKW) | im Einzelfall > 200 mg/kg | organische Verunreinigungen (Kühlschmiermittel, Öle) |
| in der Regel keine Schadstoffe in relevanten Konzentrationen | ||
| 100207*/08 feste Abfälle aus der Abgasbehandlung | ||
| Schwermetalle, z. B. Zn, Ni, Pb, V vorwiegend in oxidischer Form | 0,1 - 30 % | die Metallgehalte variieren abhängig von den jeweiligen Einsatzstoffen bzw. von der Herkunft; Bestandteile und -konzentrationen sind zu prüfen; einige Metalloxide z. B. Nickel- oder Vanadium(V)-oxid können zu einer Einstufung als gefährlicher Abfall (100207*) führen. |
| Polycyclische aromatische Kohlenwasserstoffe (PAK) | Im Einzelfall > 200 mg/kg | thermische Zersetzungsprodukte organischer Verunreinigungen (Kühlschmiermittel, Öle) oder direkte Einträge über die Kohle; Einzelfall betrachten |
| Dioxine/Furane (PCDD/PCDF) | im Einzelfall > 0,015 mg/kg TE | akut toxisch, leicht anreicherbar und schwer abbaubar (persistent) |
| Mineralölkohlen-wasserstoffe (MKW) | teilweise > 1.000 mg/kg | organische Verunreinigungen (Kühlschmiermittel, Öle) |
| 100210 Walzzunder | ||
| Kohlenwasserstoffe (KW) | ölhaltig: bis zu 10% | nur relevant, wenn Schmier- und Kühlöle mit dem Walzzunder in Kontakt gekommen sind; bei regelmäßig auftretenden KW-Gehalten größer/gleich 0,25 % könnte eine behördliche Einstufung als gefährlich gerechtfertigt sein (siehe Hinweis im Text) |
| 100211* ölhaltige Abfälle aus der Kühlwasserbehandlung | ||
| Kohlenwasserstoffe (KW) | < 0,1 - 20 % | aus der Entfernung von eingeschleppten Ölen/Schmierstoffen; abhängig vom eingesetzten Reinigungsverfahren |
| 100212 Abfälle aus der Kühlwasserbehandlung mit Ausnahme derjenigen, die unter 10 02 11 fallen | ||
| Kohlenwasserstoffe (KW) | mögliche Einträge i. d. R. lediglich in offenen Kühlsystemen | |
| 100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung | ||
| Schwermetalle, z. B. Zn, Ni, Pb, V vorwiegend in oxidischer Form | einige Metalloxide, z. B. Nickel- oder Vanadium(V)-oxid, können zu einer Einstufung als gefährlicher Abfall (100213*) führen. | |
| Kohlenwasserstoffe | in Einzelfällen > 1 % | organische Verunreinigungen (Kühlschmiermittel, Öle) |
| polycyclische aromatische Kohlenwasserstoffe (PAK) | im Einzelfall > 200 mg/kg | thermische Zersetzungsprodukte organischer Verunreinigungen (Kühlschmiermittel, Öle) oder direkte Einträge über die Kohle; Einzelfall betrachten |
| Dioxine/Furane (PCDD/PCDF) | im Einzelfall > 0,015 mg/kg TE | akut toxisch, leicht anreicherbar und schwer abbaubar (persistent) |
| 100215 andere Schlämme und Filterkuchen | ||
| Schwermetalle | die Metallgehalte variieren abhängig von den jeweiligen Einsatzstoffen bzw. von der Herkunft; Bestandteile und -konzentrationen sind zu prüfen | |
| polycyclische aromatische Kohlenwasserstoffe (PAK) | im Einzelfall > 40 mg/kg | thermische Zersetzungsprodukte organischer Verunreinigungen (Kühlschmiermittel, Öle) oder direkte Einträge über die Kohle; Einzelfall betrachten |
| Mineralöl-kohlenwasserstoffe (MKW) | im Einzelfall > 150 mg/kg | aus der Entfernung von eingeschleppten Ölen/Schmierstoffen; abhängig vom eingesetzten Verfahren |
Auswertungen aus der Abfallanalysendatenbank ABANDA
| Abfallarten | Anzahl der Analysen |
|
|---|---|---|
| 100201 Abfälle aus der Verarbeitung von Schlacke | 2 | |
| 100202 unverarbeitete Schlacke | 144 | Analytik |
| 100207* feste Abfälle aus der Abgasbehandlung, die gefährliche Stoffe enthalten | 455 | Analytik |
| 100208 feste Abfälle aus der Abgasbehandlung mit Ausnahme derjenigen, die unter 10 02 07 fallen | 96 | Analytik |
| 100210 Walzzunder | 6 | |
| 100211* ölhaltige Abfälle aus der Kühlwasserbehandlung | 5 | |
| 100213* Schlämme und Filterkuchen aus der Abgasbehandlung, die gefährliche Stoffe enthalten | 69 | Analytik |
| 100214 Schlämme und Filterkuchen aus der Abgasbehandlung mit Ausnahme derjenigen, die unter 10 02 13 fallen | 10 | Analytik |
| 100215 andere Schlämme und Filterkuchen | 29 | Analytik |
Einstufung von Abfällen in gefährliche bzw. nicht gefährliche Abfälle
Ein Abfall aus einem Spiegeleintrag wird im Abfallverzeichnis als gefährlich eingestuft, wenn dieser Abfall relevante gefährliche Stoffe enthält, aufgrund derer er eine oder mehrere der in Anhang III der Richtlinie 2008/98/EG aufgeführten gefahrenrelevanten Eigenschaften HP1 bis HP8 oder HP10 bis HP15 aufweist. Das Vorliegen der gefahrenrelevanten Eigenschaft HP9 wird angenommen, wenn Abfälle mit gefährlichen Erregern behaftet sind.
Bestimmte persistente organischen Schadstoffe (POP) können nach Nr. 2.2.3 in der Anlage zur AVV ebenfalls zu einer Einstufung als gefährlicher Abfall führen (siehe "Aktuelles zur AVV"). Enthalten Abfälle diese POP oberhalb der Grenzwerte gemäß Anhang IV der Verordnung (EG) Nr. 2019/1021 (POP-Verordnung) in der Fassung vom 20.06.2019, werden diese Abfälle als gefährlich eingestuft
Die Europäische Kommission hat einen Technischen Leitfaden zur Abfalleinstufung (2018/C 124/01) bekannt gemacht (siehe Quellen). Auch die Länderarbeitsgemeinschaft Abfall (LAGA) hat Technische Hinweise zur Einstufung von Abfällen nach ihrer Gefährlichkeit veröffentlicht (siehe Quellen). Die LAGA-Hinweise stellen vereinfachte Grenzwertlisten für den Fall bereit, dass keine genauen Informationen zur stofflichen Zusammensetzung der Abfälle vorliegen, um eine Gefährlichkeitseinstufung nach Anhang III der Richtlinie 2008/98/EG durchführen zu können. Einige Länder haben die LAGA-Hinweise zur Anwendung empfohlen (siehe „Aktuelles zur AVV“) oder planen dies. Neben den LAGA-Hinweisen sind ggf. zusätzliche oder abweichende länderspezifische Anforderungen bei der Abfalleinstufung zu beachten.
Diese Informationen werden derzeit für IPA aufbereitet und sollen zukünftig wieder hier dargestellt werden.
- NW - Nordrhein-Westfalen
- Hazard-Check
Quellenverzeichnis(Quellen, wenn nicht anders angegeben, in der aktuellen Fassung)
- EU - Europäische Union
- Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Eisen- und Stahlerzeugung" (auf Englisch)
- Schlussfolgerungen zu den besten verfügbaren Techniken (BVT) in Bezug auf die Eisen- und Stahlerzeugung, Amtsblatt der europäischen Union vom 08.03.2012
- Verordnung (EU) 2019/1021 des Europäischen Parlaments und des Rates über persistente organische Schadstoffe (POP-Verordnung)
- Technischer Leitfaden zur Abfalleinstufung, 2018/C 124/01, Europäische Kommission vom 09.04.2018
- Verordnung (EG) Nr. 1272/2008 des Europäischen Parlaments und des Rates vom 16. Dezember 2008 über die Einstufung, Kennzeichnung und Verpackung von Stoffen und Gemischen (CLP-Verordnung) zur Änderung und Aufhebung der Richtlinien 67/548/EWG und 1999/45/EG und zur Änderung der Verordnung (EG) Nr. 1907/2006
- ECHA - Europäische Chemikalienagentur - Einstufungs- und Kennzeichnungsverzeichnis
- DE - Bundesrepublik Deutschland
- Verordnung über das Europäische Abfallverzeichnis (Abfallverzeichnis-Verordnung - AVV)
- Verordnung zum Schutz vor Gefahrstoffen (Gefahrstoffverordnung - GefStoffV)
- Gesetz zum Schutz vor gefährlichen Stoffen (Chemikaliengesetz - ChemG)
- REACH-CLP-Biozid Helpdesk der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin, Rechtstexte zu CLP (Kompendium "Einstufung und Kennzeichnung")
- Leitfaden zur Anwendung der CLP-Verordnung, Das neue Einstufungs- und Kennzeichnungssystem für Chemikalien nach GHS - kurz erklärt-, Umweltbundesamt, November 2013
- GESTIS-Stoffdatenbank, Gefahrstoffinformationssystem der Deutschen Gesetzlichen Unfallversicherung
- Gefahrstoffinformationssystem Chemie (GisChem), der BG RCI (Berufsgenossenschaft Rohstoffe und chemische Industrie) und BG HM (Berufsgenossenschaft Holz und Metall)
- ChemInfo/GSBL - Gemeinsamer Stoffdatenpool Bund/Länder
- Aufkommen, Qualität und Verbleib mineralischer Abfälle - Endbericht, Umweltbundesamt, Mai 2008
- LAGA, Technische Hinweise zur Einstufung von Abfällen nach ihrer Gefährlichkeit, 2024
- LAGA-Mitteilung 32, LAGA PN 98 - Richtlinie für das Vorgehen bei physikalischen, chemischen und biologischen Untersuchungen im Zusammenhang mit der Verwertung/Beseitigung von Abfällen, Mai 2019
- LAGA Forum Abfalluntersuchung: Handlungshilfe zur Anwendung der LAGA-Mitteilung 32 (LAGA PN 98), Mai 2019
- LAGA Forum Abfalluntersuchung: Methodensammlung Feststoffuntersuchung, Version 2.0, Juni 2021
- Verordnung über die Getrenntsammlung und Überwachung von nicht gefährlichen Abfällen mit persistenten organischen Schadstoffen (POP-Abfall-Überwachungs-Verordnung - POP-AbfallÜberwV)
- Verordnung zur Umsetzung der novellierten abfallrechtlichen Gefährlichkeitskriterien, Bundesrat, Drucksache 340/15, 2015
- Gute Praktiken-Leitfaden – Minimierung von Dioxin- und Furanemissionen in Gießereien, Bundesverband der Deutschen Gießerei-Industrie, Juni 2017
- Informationsangebot des Umweltbundesamtes (UBA) zu gefährlichen Abfällen und zur Einstufung von Abfällen, 12/2017
- Informationsangebot vom Fachverband Eisenhüttenschlacken e.V. (FEhS)
- Umweltbundesamt: Einstufung wassergefährdender Stoffe auf der Basis der Verwaltungsvorschrift wassergefährdende Stoffe (VwVwS) vom 17.05.1999
- Hinweise zur Anwendung der Abfallverzeichnis-Verordnung, BMU, 2001 (nur noch als Erkenntnisquelle angezeigt, da inhaltlich nicht mehr aktuell)
- BW - Baden-Württemberg
- Informationsangebot des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg, Europäisches Abfallverzeichnis - Handbücher (3 Bände)
- Informationsangebot der LUBW Landesanstalt für Umwelt Baden-Württemberg zum Thema Einstufung gefährlicher Abfall
- Schreiben des Ministerium für Umwelt, Klima und Energiewirtschaft Baden-Württemberg zur Einstufung von Abfällen nach ihrer Gefährlichkeit, Juni 2019
- BY - Bayern
- Informationsangebot des Bayrischen Staatsministeriums für Umwelt und Verbraucherschutz - Infozentrum Umweltwirtschaft: Abfalleinstufung, Abfallbezeichnung und Abfallschlüssel nach Abfallverzeichnis-Verordnung
- Hinweise zur Einstufung von Abfällen in Bayern, Bayerisches Landesamt für Umwelt (LfU)
- BE - Berlin
- Senatsverwaltung für Umwelt, Verkehr und Klimaschutz Berlin: Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages in der Abfallverzeichnis-Verordnung, 18.11.2022
- BB - Brandenburg
- Erlass "Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages in der Abfallverzeichnis-Verordnung", Ministerium für Landwirtschaft, Umwelt und Klimaschutz des Landes Brandenburg, 01.03.2023
- HB - Bremen
- Merkblatt zur Einstufung der Gefährlichkeit von Abfällen in Bremen, die Senatorin für Klimaschutz, Umwelt, Mobilität, Stadtentwicklung und Wohnungsbau
- Informationsangebot der Freien Hansestadt Bremen, Senat für Klimaschutz, Umwelt, Mobilität, Stadtentwicklung und Wohnungsbau zur Einstufung von Abfällen in Bremen
- HH - Hamburg
- Informationsangebot der Freien und Hansestadt Hamburg zum Thema Abfall und Entsorgung
- Informationsangebot der Freien und Hansestadt Hamburg zum Thema Gefährlicher Abfall
- Informationsangebot der Behörde für Umwelt, Klima, Energie und Agrarwirtschaft in Hamburg, Einstufung von Abfällen nach ihrer Gefährlichkeit - Technische Hinweise
- HE - Hessen
- Informationsangebot der Regierungspräsidien in Hessen, hier RP Gießen zum Thema Entsorgungswege - Abfalleinstufung und Abfallbezeichnung
- Erlass über gefahrenrelevante Eigenschaften zur Einstufung von Abfällen, Hessisches Ministerium für Umwelt, Klimaschutz, Landwirtschaft und Verbraucherschutz vom 11. März 2015
- MV - Mecklenburg-Vorpommern
- Informationsangebot des Ministeriums für Klimaschutz, Landwirtschaft, ländliche Räume und Umwelt Mecklenburg-Vorpommern: Abfallwirtschaft
- Erlass "Technische Hinweise zur Einstufung von Abfällen nach ihrer Gefährlichkeit", Ministerium für Wirtschaft, Arbeit und Gesundheit Mecklenburg-Vorpommern, 24.04.2019
- NI - Niedersachsen
- Erlass zur Umsetzung der POP-Verordnung und der Deponieverordnung, Niedersächsisches Ministerium für Umwelt und Klimaschutz vom 11. Januar 2012
- Informationsangebot des Niedersächsischen Ministeriums für Umwelt, Energie, Bauen und Klimaschutz zum Thema Abfall
- NW - Nordrhein-Westfalen
- Informationsangebot des Landesamtes für Natur, Umwelt und Verbraucherschutz Nordrhein-Westfalen - LANUV: "AIDA" - Informationsplattform Abfall
- IGS – Informationssystem für gefährliche Stoffe, Landesamt für Natur, Umwelt und Verbraucherschutz Nordrhein Westfalen (LANUV)
- RP - Rheinland-Pfalz
- Informationsangebot des Landesamtes für Umwelt Rheinland-Pfalz zum Thema Bewertung von Entsorgungswegen
- Erlass "Technische Hinweise der LAGA zur Einstufung von Abfällen nach ihrer Gefährlichkeit", Ministerium für Klimaschutz, Umwelt, Energie und Mobilität Rheinland-Pfalz, 16.07.2019
- SL - Saarland
- Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages der Verordnung über das Europäische Abfallverzeichnis (AVV), Saarland - Landesamt für Umwelt- und Arbeitsschutz, Januar 2011
- SN - Sachsen
- Informationsangebot des Sächsischen Landesamtes für Umwelt, Landwirtschaft und Geologie (LFULG) zum Thema Einstufung von Abfällen
- Sächsisches Kreislaufwirtschafts- und Bodenschutzgesetz (SächsKrWBodSchG)
- Verordnung des Sächsischen Staatsministeriums für Umwelt und Landwirtschaft über Zuständigkeiten bei der Durchführung von Vorschriften des Kreislaufwirtschafts- und Bodenschutzrechts, 2019
- Erlass "LAGA-Mitteilung Technische Hinweise zur Einstufung von Abfällen nach Gefährlichkeit in Sachsen", Sächsisches Staatsministerium für Energie, Klimaschutz, Umwelt und Landwirtschaft, 10.06.2021
- ST - Sachsen-Anhalt
- Informationsangebot des Ministeriums für Wissenschaft, Energie, Klimaschutz und Umwelt des Landes Sachsen-Anhalt: Gefährliche Abfälle
- TH - Thüringen
- Hinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages für den Geschäftsbereich der Thüringer Straßenbauverwaltung, Thüringer Landesamt für Bau und Verkehr (TLBV), 13.07.2010
- Hinweise zur Einstufung von Abfällen, Landesamt für Umwelt, Bergbau und Naturschutz Thüringen, Oktober 2020
Sammlung und Entsorgung
Innerbetriebliche Sammlung und Bereitstellung
Aufgrund der großen Massenströme von Schlacken, die mit der Stahlerzeugung verbunden sind, wird die Qualität durch die Auswahl von Einsatz- und Zusatzstoffen sowie die Prozessführung dahingehend beeinflusst, dass ein möglichst großer Anteil vermarktet werden kann. Unter bestimmten qualitativen Bedingungen können die bei der Eisen- und Stahlherstellung anfallenden Schlacken daher ihre Abfalleigenschaft verlieren und als Produkte angesehen werden. Entsprechende Vereinbarungen mit einzelnen Firmen sind in den Ländern möglich (z. B. in Nordrhein-Westfalen).
Bei den Stäuben, Schlämmen und Filterkuchen aus der Abgasbehandlung in Stahlwerken (100207*/08 bzw. 100213*/14) sind folgende Ansatzpunkte zur Aufkommensminimierung zu nennen:
- Feinkörnige Einsatzstoffe bzw. zu recycelnde Stäube werden vor ihrem Einsatz konditioniert bzw. stückig gemacht. In integrierten Hüttenwerken ist hier insbesondere die Sinteranlage zu nennen.
- Angestrebt wird eine Schließung der Kreisläufe durch Rückführung von metallhaltigen Stäuben, Schlämmen und Walzzunder in den metallurgischen Anlagen, wie es in erheblichem Umfang bereits praktiziert wird. Neben der internen Kreislaufführung solcher Stoffe in den üblichen Verfahren der Stahlherstellung werden sie auch in besonderen Verfahren zur Erzeugung von Roheisen (Oxycup-Prozess) oder Gießereiroheisen (DK-Prozess der Duisburger Kupferhütte) eingesetzt.
- Die Rückstände können auch für eine externe Nutzung als Sekundärrohstoff in darauf spezialisierten und geeigneten Prozessen, wie z. B. die Zinkrückgewinnung im Wälzrohr oder als Energie- und Eisenträger in der Klinkerherstellung genutzt werden.
- Für die Kreislauführung oder externe Nutzung ist die Vermeidung von stark verunreinigten Einsatzstoffen erforderlich.
Im Zeitraum von 2006 bis 2018 betrug der Anteil der verwerteten Stäube und Schlämme in Deutschland etwa 82 % (mit etwa 1 % Schwankungsbreite). Walzzunder wurde sogar zu 100 % verwertet.
Sammlung und Bereitstellung
Die einzelnen Abfallarten sind grundsätzlich abfallartenspezifisch getrennt zu halten und zu deklarieren, um eine sachgerechte und ordnungsgemäße Verwertung bzw. Beseitigung zu ermöglichen.
Abfälle aus der Verarbeitung von Schlacke sowie unbearbeitete Schlacke besitzen in der Regel ein geringes Umweltgefährdungspotenzial, so dass eine Auslaugung von Schwermetallen oder anderen gewässergefährdenden Substanzen im Allgemeinen nicht zu befürchten ist. Daher sind i. d. R. für Sammlung und Bereitstellung keine besonderen Vorkehrungen erforderlich.
Stäube, Schlämme und Filterkuchen aus Abgas- und Abluftreinigungsprozessen können gefährliche Stoffe in umweltrelevanten Konzentrationen enthalten. Stäube werden daher i. d. R. in geschlossenen Anlagen bzw. sofern logistisch erforderlich, in staubdicht geschlossenen Behältnissen, z.B. Big Bags, bis zu ihrer Aufbereitung oder Entsorgung verwahrt. Ein Zutritt von Feuchtigkeit sollte vermieden werden. Schlämme und Filterkuchen werden in geeigneten Behältnissen oder auf geeigneten Flächen gesammelt, bevor sie einer Aufbereitung oder Entsorgung zugeführt werden. Sofern bei wassergefährdenden Inhaltsstoffen erforderlich, müssen sie in flüssigkeitsdichten und ggf. abgedeckten Containern oder in überdachten Hallenbereichen gelagert bzw. bereitgestellt werden.
Walzzunder weist üblicherweise geringe Ölgehalte (kein abtropfendes Öl) auf und kann auf befestigten Flächen bzw. in gängigen Containern gelagert werden. Bei Qualitäten mit höheren Ölanteilen sind flüssigkeitsdichte Container oder Wannen erforderlich.
Allgemeine Anforderungen zur Sammlung und Lagerung von Abfällen sind in der bundesweit gültigen AwSV geregelt. Die AwSV dient dem Schutz von Gewässern vor nachteiligen Veränderungen ihrer Eigenschaften und vereinheitlicht bundesweit die stoff- und anlagenbezogenen Anforderungen an den Umgang mit wassergefährdenden Stoffen. Definitionen, Erläuterungen, Beispiele sowie Anforderungen zum Umgang mit wassergefährdenden Stoffen in Bezug auf Abfälle werden ausführlich unter Menüpunkt Kurzinfos - Hinweise zur AwSV in Bezug auf Abfälle beschrieben.
Die Technischen Regeln für Gefahrstoffe TRGS 510 sowie TRGS 509 stellen Anforderungen an die Lagerung von Gefahrstoffen in ortsbeweglichen bzw. ortsfesten Behältern. In Abhängigkeit von den Mengen und den gefährlichen Eigenschaften dieser Gefahrstoffe sind die allgemeinen Schutzmaßnahmen und weitere spezielle Regelungen zu beachten.
Sammler und Beförderer gefährlicher Abfälle benötigen eine Beförderungserlaubnis nach § 54 Kreislaufwirtschaftsgesetz (KrWG). Zuständig ist die Behörde des Landes, in dem der Antragsteller seinen Hauptsitz hat. Ausgenommen hiervon sind öffentlich-rechtliche Entsorgungsträger und für die erlaubnispflichtige Tätigkeit zertifizierte Entsorgungsfachbetriebe im Sinne § 56 KrWG. Weitere Ausnahmen von der Erlaubnispflicht sind in § 12 Abs. 1 der Anzeige- und Erlaubnisverordnung (AbfAEV) oder sondergesetzlich geregelt, wie Batteriegesetz (BattG) oder Elektro- und Elektronikgerätegesetz (ElektroG). Diesen Ausnahmen unterliegende Sammler und Beförderer bedürfen keiner Beförderungserlaubnis. Sie haben ihre Tätigkeit jedoch nach § 53 KrWG der zuständigen Behörde vor Aufnahme anzuzeigen.
Sammler und Beförderer von nicht gefährlichen Abfällen müssen grundsätzlich ihre Tätigkeit nach § 53 KrWG der zuständigen Behörde anzeigen. Sammler und Beförderer von Abfällen, die im Rahmen wirtschaftlicher Unternehmungen tätig sind, unterliegen nicht der Anzeigepflicht, wenn sie nicht gewöhnlich und nicht regelmäßig sammeln oder befördern. Dies ist anzunehmen, wenn sie in Summe je Kalenderjahr bis zu 20 t nicht gefährlicher Abfälle oder bis zu 2 t gefährlicher Abfälle transportieren (§ 7 Abs. 9 AbfAEV). Öffentlich-rechtliche Entsorgungsträger, die im Rahmen ihrer gesetzlichen Aufgaben Abfälle sammeln oder befördern, benötigen für diese Tätigkeiten keine Anzeige und keine Kennzeichnung (A-Schild). Sammler und Beförderer von Abfällen haben Fahrzeuge gemäß § 55 KrWG mit einem A-Schild zu versehen, außer wenn sie im Rahmen wirtschaftlicher Unternehmen Abfälle sammeln oder befördern.
Diese Vorschriften gelten für alle gewerblichen Abfalltransporte auf öffentlichen Straßen in Deutschland, auch für ausländische Unternehmen und für grenzüberschreitende Abfallverbringungen. Für grenzüberschreitende Abfallverbringungen gelten zusätzlich die Regelungen der Verordnung (EG) Nr. 1013/2006 (Abfallverbringungsverordnung) bzw. des Abfallverbringungsgesetzes (AbfVerbrG). Weiterführende Informationen sind unter Kurzinfos im Bereich Hinweise zur Abfallverbringung zu finden.
Unfälle beim Transport
Da sich Unfälle beim Transport nicht völlig ausschließen lassen, bietet der Verband der Chemischen Industrie e.V. (VCI) mit „TUIS - das Transport-Unfall-Informations- und Hilfeleistungssystem der Chemischen Industrie“ qualifizierte Hilfe an. TUIS richtet sich primär an öffentliche Feuerwehren und Polizei. Dort gibt es ganztägig individuelle Hilfe in Bezug auf den jeweiligen Schadensverlauf. Es werden z. B. nahegelegene Stellen genannt, die über Fachleute verfügen sowie Informationen basierend auf aktuellen Sicherheitsdaten und langjährigen Erfahrungen angeboten.
Abfallbewirtschaftung
Verwertung
Von den jährlich etwa 8 Mio. t erzeugten Hochofenschlacken (Erzeugung von Roheisen) wurden 2018 etwa 96 % einer Verwertung zugeführt:
- 72,2 % Hüttensand als Zementrohstoff
- 26,4 % Hochofenstückschlacke für den Straßenbau etc.
- 1,2 % Hüttensand für Straßenbau
- 0,2% Düngemittel
- 2,34 Mio. t als Baustoff insbesondere für den Bau von Verkehrswegen
- 0,71 Mio. t zur metallurgischen Kreislaufführung als Kalk- und Eisenträger
- 0,37 Mio. t als Düngemittel
- 0,41 Mio. t in sonstiger Verwertung
Die anderen überwiegend mineralischen Rückstände - Walzzunder und die Stäube/Schlämme aus der Abgasbehandlung - können bei integrierten Hüttenwerken häufig intern (Kreislaufführung) oder extern (Bau- und Zuschlagstoffe) stofflich verwertet werden. In Abhängigkeit von den jeweiligen Nutzungsmöglichkeiten im Werk bestehen Beschränkungen sowohl aufgrund der Anforderungen an die physikalische (z. B. Körnung) und chemische Beschaffenheit (z. B. Störstoffe wie Schwermetalle, insbesondere Zink und Blei, sowie PCDD/PCDF, PAK und Mineralölkohlenwasserstoffe) als auch der Genehmigungswerte der Aufbereitungsanlagen. Aber auch wirtschaftliche Aspekte nehmen Einfluss auf die interne Kreislaufführung der Abfälle.
Stark ölhaltige Walzzunder müssen vor einer metallurgischen Verwertung entölt werden (z. B. im Drehrohr). Für die Schlämme aus der Kühlwasserbehandlung sind derzeit keine Verwertungsmöglichkeiten bekannt.
Beseitigung
Von der vorrangigen Verwertung im Sinne der Abfallhierarchie nach § 6 KrWG kann abgewichen werden, wenn damit der Schutz von Mensch und Umwelt besser gewährleistet werden kann. Dabei sind neben Umwelt- und Nachhaltigkeitsaspekten auch die technischen Möglichkeiten und die wirtschaftliche Zumutbarkeit zu beachten.
Eine Beseitigung der Abfälle aus der Eisen- und Stahlherstellung auf Deponien ist unter diesen Voraussetzungen möglich. Für die Ablagerung auf Deponien sind die Zuordnungskriterien und Ablagerungshinweise der Deponieverordnung, die länderspezifischen Regelungen sowie die anlagenspezifischen Genehmigungswerte zu beachten. 2018 wurden rund 0,74 Mio. t, d. h. ca. 5 % der erzeugten Schlackenmenge auf Deponien abgelagert.
Zusammenfassung der Entsorgungsmöglichkeiten
| Verwertung | Beseitigung |
|---|---|
| 100201 Abfälle aus der Verarbeitung von Schlacke und 100202 unbearbeitete Schlacke | |
| stofflich als Baustoff | Ablagerung DK I oder DK II |
| 100207* feste Abfälle aus der Abgasbehandlung, die gefährliche Stoffe enthalten | |
| stofflich: bei hohen Metallgehalten (Zink und Eisen) Rückführung in den Eisenherstellungsprozess (Eisen) bzw. spezialisierte Prozesse (Zink) | Ablagerung DK III; Abfälle aus der Abgasbehandlung von Sinteranlagen sind potenziell mit PCDD/PCDF belastet |
| 100208 feste Abfälle aus der Abgasbehandlung mit Ausnahme derjenigen, die unter 100207 fallen | |
| stofflich: bei hohen Metallgehalten (Zink und Eisen) Rückführung in den Eisenherstellungsprozess (Eisen) bzw. spezialisierte Prozesse (Zink); als Zuschlagsstoff in Zementwerken | Ablagerung DK I oder DK II |
| 100210 Walzzunder | |
| stofflich: Einsatzstoff für Sinteranlagen (ggf. vorherige Entölung) oder als Eisenzuschlagsstoff in Zementwerken (bei chromarmen Qualitäten) | Ablagerung DK I oder DK II |
| 100211* ölhaltige Abfälle aus der Kühlwasserbehandlung | |
| thermisch (bei hohen Ölgehalten) interne Kreislaufführung; stofflich: bei hohen Eisengehalten ggf. als Eisenzuschlagsstoff in Zementwerken |
Verbrennung |
| 100212 Abfälle aus der Kühlwasserbehandlung mit Ausnahme derjenigen, die unter 100211 fallen | |
| interne Kreislaufführung; bei hohen Eisengehalten ggf. als Eisenzuschlagsstoff in Zementwerken |
Ablagerung DK I oder DK II |
| 100213* Schlämme und Filterkuchen aus der Abgasbehandlung, die gefährliche Stoffe enthalten | |
| stofflich: bei hohen Metallgehalten (Zink und Eisen) Rückführung in den Eisenherstellungsprozess (Eisen) bzw. spezialisierte Prozesse (Zink); als Zuschlagsstoff in Zementwerken | Ablagerung DK III; Abfälle aus der Abgasbehandlung von Sinteranlagen sind potenziell mit PCDD/PCDF belastet |
| 100214 Schlämme und Filterkuchen aus der Abgasbehandlung mit Ausnahme derjenigen, die unter 100213 fallen | |
| stofflich: bei hohen Metallgehalten (Zink und Eisen) Rückführung in den Eisenherstellungsprozess (Eisen) bzw. spezialisierte Prozesse (Zink); als Zuschlagsstoff in Zementwerken | Ablagerung DK I oder DK II |
| 100215 andere Schlämme und Filterkuchen | |
| stofflich: bei Eignung als Sekundärrohstoff in der Roheisen- sowie der Zementherstellung | Ablagerung DK I oder DK II |
Folgende Nachweispflichten bestehen:
- Für Erzeuger, Besitzer, Sammler, Beförderer und Entsorger von gefährlichen Abfällen bestehen nach § 50 Kreislaufwirtschaftsgesetz (KrWG) in Verbindung mit der Nachweisverordnung (NachwV) Pflichten zur Nachweisführung über die ordnungsgemäße Abfallentsorgung innerhalb Deutschlands. Des Weiteren gelten Registerpflichten nach § 49 KrWG.
- Die Verordnung (EG) Nr. 1013/2006 (Verordnung über die Verbringung von Abfällen) ist bei einer grenzüberschreitenden Verbringung von Abfällen anzuwenden. Je nach Abfallart, betroffenen Staaten und Entsorgungsverfahren können danach Notifizierungsverfahren erforderlich werden, die Nachweispflichten beinhalten.
- Aufgrund der POP-Abfall-Überwachungs-Verordnung (POP-Abfall-ÜberwV) unterliegen auch die dort genannten nicht gefährlichen Abfälle Nachweis- und Registerpflichten gemäß §§ 4 und 5 POP-Abfall-ÜberwV.
Allgemeine Überlassungspflichten für Abfälle zur Beseitigung sind nach § 17 Abs. 1 KrWG geregelt. Die kommunalen Abfallsatzungen sind dabei zu beachten.
Andienungspflichten
Spezielle landesrechtliche Überlassungs- und Andienungspflichten im Sinne von § 17 Abs. 4 KrWG:
- Für gefährliche Abfälle zur Beseitigung haben einige Länder Andienungs- bzw. Überlassungspflichten an die hierfür zuständige Landesgesellschaft bestimmt (BW, BY, BE, BB, HH, NI, RP, SH).
- Für gefährliche Abfälle zur Verwertung gilt dies in einigen Ländern ebenfalls (RP).
Die Begrenzung für Glühverlust bzw. TOC bei Deponien der Klassen I, II oder III gilt nicht für Abfälle oder Deponieersatzbaustoffe aus Hochtemperaturprozessen, insbesondere Abfälle aus der Verarbeitung von Schlacke, unbearbeitete Schlacke, Stäube und Schlämme aus der Abgasreinigung von Sinteranlagen, Hochöfen, Schachtöfen und Stahlwerken der Eisen- und Stahlindustrie.
Ablagerung von Abfällen mit organischen Inhaltsstoffen
Einige Bundesländer haben in Ergänzung zum bestehenden Deponierecht Regelungen zur Ablagerung von Abfällen mit organischen Inhaltsstoffen, insbesondere auf Deponien der Klasse I und II, ausgesprochen. Diese Regelungen sind im Falle der Abfallablagerung zu beachten (im Internet verfügbare Quellen, siehe Quellenverzeichnis).
Angaben des statistischen Bundesamtes zum Abfallaufkommen
Jährlich befragt das Statistische Bundesamt Betreiber von zulassungsbedürftigen Abfallentsorgungsanlagen nach Art, Herkunft und Verbleib der behandelten Abfälle und veröffentlicht die Daten in einem Bericht zur Abfallentsorgung (siehe Quellenverzeichnis).
Die folgenden Auswertungen stellen das Aufkommen der an Entsorgungsanlagen angelieferten Abfälle dar. Es ist anzumerken, dass teilweise aufgrund der statistischen Geheimhaltung die unter "Gesamt" aufgeführte Menge nicht genau der Summe der bei den verschiedenen Entsorgungsanlagentypen angegebenen Mengen entspricht.
- DE - Bundesrepublik Deutschland
- Abfallaufkommen nach Jahren
- Abfallaufkommen nach Art der Anlage und Jahr
Quellenverzeichnis(Quellen, wenn nicht anders angegeben, in der aktuellen Fassung)
- EU - Europäische Union
- Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Eisen- und Stahlerzeugung" (auf Englisch)
- Schlussfolgerungen zu den besten verfügbaren Techniken (BVT) in Bezug auf die Eisen- und Stahlerzeugung, Amtsblatt der europäischen Union vom 08.03.2012
- Verordnung (EU) 2019/1021 des Europäischen Parlaments und des Rates über persistente organische Schadstoffe (POP-Verordnung)
- DE - Bundesrepublik Deutschland
- Aufkommen, Qualität und Verbleib mineralischer Abfälle - Endbericht, Umweltbundesamt, Mai 2008
- Informationsangebot der Arbeitsgemeinschaft der Sonderabfall-Entsorgungs-Gesellschaften der Länder
- Verordnung über die Nachweisführung bei der Entsorgung von Abfällen (Nachweisverordnung - NachwV)
- Informationsangebot des Umweltbundesamtes: Grenzüberschreitende Abfallverbringung
- Informationsangebot des Statistischen Bundesamtes (DESTATIS), "Abfallwirtschaft"
- Gesetz zur Förderung der Kreislaufwirtschaft und Sicherung der umweltverträglichen Bewirtschaftung von Abfällen (Kreislaufwirtschaftsgesetz - KrWG)
- LAGA-Mitteilung 32, LAGA PN 98 - Richtlinie für das Vorgehen bei physikalischen, chemischen und biologischen Untersuchungen im Zusammenhang mit der Verwertung/Beseitigung von Abfällen, Mai 2019
- Verordnung über das Anzeige- und Erlaubnisverfahren für Sammler, Beförderer, Händler und Makler von Abfällen (Anzeige- und Erlaubnisverordnung - AbfAEV)
- Verordnung über Deponien und Langzeitlager (Deponieverordnung - DepV)
- LAGA Forum Abfalluntersuchung: Handlungshilfe zur Anwendung der LAGA-Mitteilung 32 (LAGA PN 98), Mai 2019
- LAGA Forum Abfalluntersuchung: Methodensammlung Feststoffuntersuchung, Version 2.0, Juni 2021
- Verordnung über Anforderungen an das Einleiten von Abwasser in Gewässer (Abwasserverordnung - AbwV) Anhang 29 Eisen- und Stahlerzeugung
- BW - Baden-Württemberg
- Handlungshilfe Deponieverordnung 2020, LUBW, Januar 2021
- Informationsangebot des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg, Europäisches Abfallverzeichnis - Handbücher (3 Bände)
- Handlungshilfe für Entscheidungen über die Ablagerbarkeit von Abfällen mit organischen Schadstoffen, Umweltministerium Baden-Württemberg, Mai 2012
- Informationsangebot der LUBW Landesanstalt für Umwelt Baden-Württemberg zum Thema Abfall- und Kreislaufwirtschaft
- BY - Bayern
- Umweltfachliche Kriterien zur Verwertung von Elektroofenschlacke (EOS), Bayerisches Landesamt für Umwelt (LfU), März 2013
- Richtwerte für Deponien der DK I und II nach DepV vom 27.04.2009, Bayerisches Landesamt für Umwelt (LfU), Dezember 2020
- Gesetz zur Vermeidung, Verwertung und sonstigen Bewirtschaftung von Abfällen in Bayern (Bayerisches Abfallwirtschaftsgesetz – BayAbfG)
- HB - Bremen
- Bremisches Ausführungsgesetz zum Kreislaufwirtschafts- und Abfallgesetz
- HH - Hamburg
- Hamburgisches Abfallwirtschaftsgesetz (HmbAbfG)
- Informationsangebot der Freien und Hansestadt Hamburg zum Thema Abfall und Entsorgung
- NI - Niedersachsen
- Erlass des Niedersächsischen Umweltministerium vom 20.12.2011 zur Umsetzung der Deponieverordnung: Ergänzende Zuordnungskriterien für die Ablagerung von Abfällen auf Deponien der Klassen I und II
- Erlass des Niedersächsischen Ministeriums für Umwelt, Energie, Bauen und Klimaschutz vom 05.05.2010 zur Umsetzung der Deponieverordnung; hier: Durchführung des Abfallannahmeverfahrens in Sonderfällen
- Erlass zur Umsetzung der POP-Verordnung und der Deponieverordnung, Niedersächsisches Ministerium für Umwelt und Klimaschutz vom 11. Januar 2012
- Erlass des Niedersächsischen Ministeriums für Umwelt, Enerige, Bauen und Klimaschutz vom 18.05.2017 zur Einstufung von Elektroofenschlacke (EOS) als Abfall oder Nebenprodukt nach dem Kreislaufwirtschaftsgesetz (KrWG)
- Handreichung Qualifizierter Umgang mit mineralischen Abfällen und Ausbaustoffen im Straßenbau, Niedersächsische Landesbehörde für Straßenbau und Verkehr, September 2019
- Niedersächsisches Abfallgesetz (NAbfG)
- Erlass des Niedersächsischen Ministeriums für Umwelt, Energie und Klimaschutz vom 26.07.2017 zur Entsorgung von Abfällen, die HBCD enthalten, und anderer nicht gefährlicher Abfälle, die persistente organische Abfälle enthalten, nach Inkrafttreten der POP-Abfall-Überwachungs-Verordnung
- POP-Abfall-Überwachungsverordnung - Allgemeine Hinweise; Niedersächsische Gesellschaft zur Endablagerung von Sonderabfall mbH (NGS), August 2017
- Informationsangebot des Niedersächsischen Ministeriums für Umwelt, Energie, Bauen und Klimaschutz zum Thema Abfall
- Informationsangebot der Niedersächsischen Gewerbeaufsicht zum Thema Kreislauf- und Abfallwirtschaft
- NW - Nordrhein-Westfalen
- Kreislaufwirtschaftsgesetz für das Land Nordrhein-Westfalen (Landeskreislaufwirtschaftsgesetz - LKrWG)
- Eisenhüttenschlacke: Wertvoller Rohstoff für einen nachhaltigen Verkehrswegebau in Nordrhein-Westfahlen, fehs - Institut für Baustoff-Forschung e. V., Mai 2019
- Erlass des Ministeriums für Umwelt und Naturschutz, Landwirtschaft und Verbraucherschutz Nordrhein-Westfalen (MUNLV) zu Anforderungen an die Güteüberwachung und den Einsatz von Metallhüttenschlacken im Straßen- und Erdbau, 2004
- Erlass des Ministeriums für Umwelt und Naturschutz, Landwirtschaft und Verbraucherschutz Nordrhein-Westfalen (MUNLV) zu Anforderungen an den Einsatz von mineralischen Stoffen aus industriellen Prozessen im Straßen- und Erdbau, 2001
- Ablagerungsempfehlungen für Abfälle mit organischen Schadstoffen - Vollzugshilfe, Ministerium für Klimaschutz, Umwelt, Landwirtschaft, Natur- und Verbraucherschutz Nordrhein-Westfalen (MKULNV), Dezember 2011 korrigiert
- RP - Rheinland-Pfalz
- Landesverordnung über die Zentrale Stelle für Sonderabfälle, Rheinland-Pfalz
- SN - Sachsen
- Sächsisches Kreislaufwirtschafts- und Bodenschutzgesetz (SächsKrWBodSchG)
- Verordnung des Sächsischen Staatsministeriums für Umwelt und Landwirtschaft über Zuständigkeiten bei der Durchführung von Vorschriften des Kreislaufwirtschafts- und Bodenschutzrechts, 2019
- TH - Thüringen
- Thüringer Ausführungsgesetz zum Kreislaufwirtschaftsgesetz (ThürAGKrWG)
- Hinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages für den Geschäftsbereich der Thüringer Straßenbauverwaltung, Thüringer Landesamt für Bau und Verkehr (TLBV), 13.07.2010
GlossarZusammenfassung der relevanten Vorschriften und Arbeitshilfen
- EU - Europäische Union
- Verordnung (EU) 2019/1021 des Europäischen Parlaments und des Rates über persistente organische Schadstoffe (POP-Verordnung)
- Verordnung (EG) Nr. 1272/2008 des Europäischen Parlaments und des Rates vom 16. Dezember 2008 über die Einstufung, Kennzeichnung und Verpackung von Stoffen und Gemischen (CLP-Verordnung) zur Änderung und Aufhebung der Richtlinien 67/548/EWG und 1999/45/EG und zur Änderung der Verordnung (EG) Nr. 1907/2006
- Technischer Leitfaden zur Abfalleinstufung, 2018/C 124/01, Europäische Kommission vom 09.04.2018
- ECHA - Europäische Chemikalienagentur - Einstufungs- und Kennzeichnungsverzeichnis
- Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Eisen- und Stahlerzeugung" (auf Englisch)
- Schlussfolgerungen zu den besten verfügbaren Techniken (BVT) in Bezug auf die Eisen- und Stahlerzeugung, Amtsblatt der europäischen Union vom 08.03.2012
- DE - Bundesrepublik Deutschland
- Gesetz zum Schutz vor gefährlichen Stoffen (Chemikaliengesetz - ChemG)
- Gesetz zur Förderung der Kreislaufwirtschaft und Sicherung der umweltverträglichen Bewirtschaftung von Abfällen (Kreislaufwirtschaftsgesetz - KrWG)
- Verordnung über das Europäische Abfallverzeichnis (Abfallverzeichnis-Verordnung - AVV)
- Verordnung über die Getrenntsammlung und Überwachung von nicht gefährlichen Abfällen mit persistenten organischen Schadstoffen (POP-Abfall-Überwachungs-Verordnung - POP-AbfallÜberwV)
- Verordnung über Deponien und Langzeitlager (Deponieverordnung - DepV)
- Verordnung über Anforderungen an das Einleiten von Abwasser in Gewässer (Abwasserverordnung - AbwV) Anhang 29 Eisen- und Stahlerzeugung
- Verordnung zum Schutz vor Gefahrstoffen (Gefahrstoffverordnung - GefStoffV)
- Verordnung über die Nachweisführung bei der Entsorgung von Abfällen (Nachweisverordnung - NachwV)
- Verordnung über das Anzeige- und Erlaubnisverfahren für Sammler, Beförderer, Händler und Makler von Abfällen (Anzeige- und Erlaubnisverordnung - AbfAEV)
- Verordnung zur Umsetzung der novellierten abfallrechtlichen Gefährlichkeitskriterien, Bundesrat, Drucksache 340/15, 2015
- Umweltbundesamt: Einstufung wassergefährdender Stoffe auf der Basis der Verwaltungsvorschrift wassergefährdende Stoffe (VwVwS) vom 17.05.1999
- Leitfaden zur Anwendung der CLP-Verordnung, Das neue Einstufungs- und Kennzeichnungssystem für Chemikalien nach GHS - kurz erklärt-, Umweltbundesamt, November 2013
- Hinweise zur Anwendung der Abfallverzeichnis-Verordnung, BMU, 2001 (nur noch als Erkenntnisquelle angezeigt, da inhaltlich nicht mehr aktuell)
- Aufkommen, Qualität und Verbleib mineralischer Abfälle - Endbericht, Umweltbundesamt, Mai 2008
- LAGA, Technische Hinweise zur Einstufung von Abfällen nach ihrer Gefährlichkeit, 2024
- LAGA Forum Abfalluntersuchung: Handlungshilfe zur Anwendung der LAGA-Mitteilung 32 (LAGA PN 98), Mai 2019
- REACH-CLP-Biozid Helpdesk der Bundesanstalt für Arbeitsschutz und Arbeitsmedizin, Rechtstexte zu CLP (Kompendium "Einstufung und Kennzeichnung")
- Informationsangebot des Umweltbundesamtes: Grenzüberschreitende Abfallverbringung
- Gute Praktiken-Leitfaden – Minimierung von Dioxin- und Furanemissionen in Gießereien, Bundesverband der Deutschen Gießerei-Industrie, Juni 2017
- GESTIS-Stoffdatenbank, Gefahrstoffinformationssystem der Deutschen Gesetzlichen Unfallversicherung
- Gefahrstoffinformationssystem Chemie (GisChem), der BG RCI (Berufsgenossenschaft Rohstoffe und chemische Industrie) und BG HM (Berufsgenossenschaft Holz und Metall)
- ChemInfo/GSBL - Gemeinsamer Stoffdatenpool Bund/Länder
- LAGA Forum Abfalluntersuchung: Methodensammlung Feststoffuntersuchung, Version 2.0, Juni 2021
- Beitrag der Abfallwirtschaft zur nachhaltigen Entwicklung in Deutschland, Industrieabfälle, FKZ 205 33 312, Umweltbundesamt, 2006
- LAGA-Mitteilung 32, LAGA PN 98 - Richtlinie für das Vorgehen bei physikalischen, chemischen und biologischen Untersuchungen im Zusammenhang mit der Verwertung/Beseitigung von Abfällen, Mai 2019
- Informationsangebot der Arbeitsgemeinschaft der Sonderabfall-Entsorgungs-Gesellschaften der Länder
- BW - Baden-Württemberg
- Schreiben des Ministerium für Umwelt, Klima und Energiewirtschaft Baden-Württemberg zur Einstufung von Abfällen nach ihrer Gefährlichkeit, Juni 2019
- Informationsangebot der LUBW Landesanstalt für Umwelt Baden-Württemberg zum Thema Einstufung gefährlicher Abfall
- Informationsangebot der LUBW Landesanstalt für Umwelt Baden-Württemberg zum Thema Abfall- und Kreislaufwirtschaft
- Handlungshilfe Deponieverordnung 2020, LUBW, Januar 2021
- Informationsangebot des Ministeriums für Umwelt, Klima und Energiewirtschaft Baden-Württemberg, Europäisches Abfallverzeichnis - Handbücher (3 Bände)
- Handlungshilfe für Entscheidungen über die Ablagerbarkeit von Abfällen mit organischen Schadstoffen, Umweltministerium Baden-Württemberg, Mai 2012
- BY - Bayern
- Gesetz zur Vermeidung, Verwertung und sonstigen Bewirtschaftung von Abfällen in Bayern (Bayerisches Abfallwirtschaftsgesetz – BayAbfG)
- Richtwerte für Deponien der DK I und II nach DepV vom 27.04.2009, Bayerisches Landesamt für Umwelt (LfU), Dezember 2020
- Umweltfachliche Kriterien zur Verwertung von Elektroofenschlacke (EOS), Bayerisches Landesamt für Umwelt (LfU), März 2013
- Hinweise zur Einstufung von Abfällen in Bayern, Bayerisches Landesamt für Umwelt (LfU)
- BE - Berlin
- Senatsverwaltung für Umwelt, Verkehr und Klimaschutz Berlin: Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages in der Abfallverzeichnis-Verordnung, 18.11.2022
- BB - Brandenburg
- Erlass "Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages in der Abfallverzeichnis-Verordnung", Ministerium für Landwirtschaft, Umwelt und Klimaschutz des Landes Brandenburg, 01.03.2023
- HB - Bremen
- Bremisches Ausführungsgesetz zum Kreislaufwirtschafts- und Abfallgesetz
- Informationsangebot der Freien Hansestadt Bremen, Senat für Klimaschutz, Umwelt, Mobilität, Stadtentwicklung und Wohnungsbau zur Einstufung von Abfällen in Bremen
- HH - Hamburg
- Hamburgisches Abfallwirtschaftsgesetz (HmbAbfG)
- Informationsangebot der Freien und Hansestadt Hamburg zum Thema Abfall und Entsorgung
- Informationsangebot der Behörde für Umwelt, Klima, Energie und Agrarwirtschaft in Hamburg, Einstufung von Abfällen nach ihrer Gefährlichkeit - Technische Hinweise
- HE - Hessen
- Erlass über gefahrenrelevante Eigenschaften zur Einstufung von Abfällen, Hessisches Ministerium für Umwelt, Klimaschutz, Landwirtschaft und Verbraucherschutz vom 11. März 2015
- Informationsangebot der Regierungspräsidien in Hessen, hier RP Gießen zum Thema Entsorgungswege - Abfalleinstufung und Abfallbezeichnung
- MV - Mecklenburg-Vorpommern
- Erlass "Technische Hinweise zur Einstufung von Abfällen nach ihrer Gefährlichkeit", Ministerium für Wirtschaft, Arbeit und Gesundheit Mecklenburg-Vorpommern, 24.04.2019
- NI - Niedersachsen
- Niedersächsisches Abfallgesetz (NAbfG)
- Erlass des Niedersächsischen Umweltministerium vom 20.12.2011 zur Umsetzung der Deponieverordnung: Ergänzende Zuordnungskriterien für die Ablagerung von Abfällen auf Deponien der Klassen I und II
- Erlass des Niedersächsischen Ministeriums für Umwelt, Energie und Klimaschutz vom 26.07.2017 zur Entsorgung von Abfällen, die HBCD enthalten, und anderer nicht gefährlicher Abfälle, die persistente organische Abfälle enthalten, nach Inkrafttreten der POP-Abfall-Überwachungs-Verordnung
- Erlass zur Umsetzung der POP-Verordnung und der Deponieverordnung, Niedersächsisches Ministerium für Umwelt und Klimaschutz vom 11. Januar 2012
- Handreichung Qualifizierter Umgang mit mineralischen Abfällen und Ausbaustoffen im Straßenbau, Niedersächsische Landesbehörde für Straßenbau und Verkehr, September 2019
- Erlass des Niedersächsischen Ministeriums für Umwelt, Enerige, Bauen und Klimaschutz vom 18.05.2017 zur Einstufung von Elektroofenschlacke (EOS) als Abfall oder Nebenprodukt nach dem Kreislaufwirtschaftsgesetz (KrWG)
- Erlass des Niedersächsischen Ministeriums für Umwelt, Energie, Bauen und Klimaschutz vom 05.05.2010 zur Umsetzung der Deponieverordnung; hier: Durchführung des Abfallannahmeverfahrens in Sonderfällen
- Informationsangebot des Niedersächsischen Ministeriums für Umwelt, Energie, Bauen und Klimaschutz zum Thema Abfall
- Informationsangebot der Niedersächsischen Gewerbeaufsicht zum Thema Kreislauf- und Abfallwirtschaft
- NW - Nordrhein-Westfalen
- Kreislaufwirtschaftsgesetz für das Land Nordrhein-Westfalen (Landeskreislaufwirtschaftsgesetz - LKrWG)
- Erlass des Ministeriums für Umwelt und Naturschutz, Landwirtschaft und Verbraucherschutz Nordrhein-Westfalen (MUNLV) zu Anforderungen an den Einsatz von mineralischen Stoffen aus industriellen Prozessen im Straßen- und Erdbau, 2001
- Erlass des Ministeriums für Umwelt und Naturschutz, Landwirtschaft und Verbraucherschutz Nordrhein-Westfalen (MUNLV) zu Anforderungen an die Güteüberwachung und den Einsatz von Metallhüttenschlacken im Straßen- und Erdbau, 2004
- IGS – Informationssystem für gefährliche Stoffe, Landesamt für Natur, Umwelt und Verbraucherschutz Nordrhein Westfalen (LANUV)
- Ablagerungsempfehlungen für Abfälle mit organischen Schadstoffen - Vollzugshilfe, Ministerium für Klimaschutz, Umwelt, Landwirtschaft, Natur- und Verbraucherschutz Nordrhein-Westfalen (MKULNV), Dezember 2011 korrigiert
- RP - Rheinland-Pfalz
- Landesverordnung über die Zentrale Stelle für Sonderabfälle, Rheinland-Pfalz
- Erlass "Technische Hinweise der LAGA zur Einstufung von Abfällen nach ihrer Gefährlichkeit", Ministerium für Klimaschutz, Umwelt, Energie und Mobilität Rheinland-Pfalz, 16.07.2019
- Informationsangebot des Landesamtes für Umwelt Rheinland-Pfalz zum Thema Bewertung von Entsorgungswegen
- SL - Saarland
- Vollzugshinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages der Verordnung über das Europäische Abfallverzeichnis (AVV), Saarland - Landesamt für Umwelt- und Arbeitsschutz, Januar 2011
- SN - Sachsen
- Sächsisches Kreislaufwirtschafts- und Bodenschutzgesetz (SächsKrWBodSchG)
- Verordnung des Sächsischen Staatsministeriums für Umwelt und Landwirtschaft über Zuständigkeiten bei der Durchführung von Vorschriften des Kreislaufwirtschafts- und Bodenschutzrechts, 2019
- Informationsangebot des Sächsischen Landesamtes für Umwelt, Landwirtschaft und Geologie (LFULG) zum Thema Einstufung von Abfällen
- Erlass "LAGA-Mitteilung Technische Hinweise zur Einstufung von Abfällen nach Gefährlichkeit in Sachsen", Sächsisches Staatsministerium für Energie, Klimaschutz, Umwelt und Landwirtschaft, 10.06.2021
- ST - Sachsen-Anhalt
- Informationsangebot des Ministeriums für Wissenschaft, Energie, Klimaschutz und Umwelt des Landes Sachsen-Anhalt: Gefährliche Abfälle
- TH - Thüringen
- Thüringer Ausführungsgesetz zum Kreislaufwirtschaftsgesetz (ThürAGKrWG)
- Hinweise zur Einstufung von Abfällen, Landesamt für Umwelt, Bergbau und Naturschutz Thüringen, Oktober 2020
- Hinweise zur Zuordnung von Abfällen zu den Abfallarten eines Spiegeleintrages für den Geschäftsbereich der Thüringer Straßenbauverwaltung, Thüringer Landesamt für Bau und Verkehr (TLBV), 13.07.2010
Inhaltliche Verantwortlichkeit für den Abfallsteckbrief
| Überarbeitung | ||
|---|---|---|
| Datum | im Auftrag von | Bearbeitet durch |
| 17.02.2021 | Staatliches Gewerbeaufsichtsamt Hildesheim Goslarsche Stra. 3 31134 Hilfesheim www.gewerbeaufsicht.niedersachsen.de | Umweltinstitut Leipzig e.V. Bernhard-Göring-Straße 152 04277 Leipzig info@uil.de www.uil.de 0341 / 30 65 42 0 |
| Ersterstellung | ||
| Datum | Herausgeber | Ersteller |
| 16.03.2011 | Landesamt für Natur, Umwelt und Verbraucherschutz Nordrhein-Westfalen Leibnizstr. 10 45659 Recklinghausen www.lanuv.nrw.de | FEhS - Institut für Baustoff-Forschung e. V. Bliersheimer Straße 62 47229 Duisburg fehs@fehs.de www.fehs.de |
Kontakt:
Bitte teilen Sie dem Herausgeber Ihre Anregungen und Ideen aber auch Ihre Änderungs- und Ergänzungswünsche mit.
Hier erreichen Sie uns. Vielen Dank!
Haftungsausschluss:
Die Informationen, die Sie auf dieser Website vorfinden, wurden nach besten Wissen und Gewissen sorgfältig zusammengestellt und geprüft. Es wird jedoch keine Gewähr- weder ausdrücklich noch stillschweigend - für die Vollständigkeit, Richtigkeit, Aktualität oder Qualität und jederzeitige Verfügbarkeit der bereit gestellten Informationen übernommen. In keinem Fall wird für Schäden, die sich aus der Verwendung der abgerufenen Informationen ergeben, eine Haftung übernommen.
Alle Angebote sind freibleibend und unverbindlich. Die Herausgeber behalten sich ausdrücklich vor, Teile der Seiten oder das gesamte Angebot ohne gesonderte Ankündigung zu verändern, zu ergänzen, zu löschen oder die Veröffentlichung zeitweise oder endgültig einzustellen.
Websites dritter Anbieter/Links:
Diese Website enthält auch Links oder Verweise auf Websites Dritter. Diese Links zu den Websites Dritter stellen keine Zustimmung zu deren Inhalten durch den Herausgeber dar. Es wird keine Verantwortung für die Verfügbarkeit oder den Inhalt solcher Websites übernommen und keine Haftung für Schäden oder Verletzungen, die aus der Nutzung - gleich welcher Art - solcher Inhalte entstehen. Mit den Links zu anderen Websites wird lediglich der Zugang zur Nutzung der Inhalte vermittelt. Für illegale, fehlerhafte oder unvollständige Inhalte und für Schäden, die aus der Nutzung entstehen, haftet allein der Anbieter der Seite, auf welche verwiesen wird.
Urheberrecht:
Das Copyright für Layout und Inhalte dieses Internetauftritts liegt beim Herausgeber. Jede den Bestimmungen des Urheberrechts widersprechende Verwendung jeglicher Inhalte dieser Websites, insbesondere die Veröffentlichung, Vervielfältigung oder Verwendung in anderen elektronischen oder gedruckten Publikationen auch in Teilen oder überarbeiteter Form ist ohne ausdrückliche Zustimmung der Herausgeber nicht gestattet.
Bitte teilen Sie dem Herausgeber Ihre Anregungen und Ideen aber auch Ihre Änderungs- und Ergänzungswünsche mit. Hier erreichen Sie uns. Vielen Dank!
![]()