
Herkunft und charakteristische Zusammensetzung
Herkunft
Allgemein
Bearbeitungsschlämme bzw. ölhaltige Metallschlämme entstehen in erster Linie bei der mechanischen Oberflächenbearbeitung von Metallen, z. B. beim Schleifen, Strahlen, Honen, Läppen oder Polieren. Die Verfahren basieren hauptsächlich auf spanenden oder schleifenden Prozessen. Anhaftende Verunreinigungen (z. B. Rost) oder Unebenheiten im Werkstück werden u. a. mittels Schleif- oder Spanvorrichtungen entfernt. Dabei wird grundsätzlich ein Teil des Ausgangsmaterials entfernt. Die teilweise sehr feinen vom Werkstück abgetragenen Partikel werden über eingesetzte Prozesshilfsmittel (z. B. Gleitschleifcompound, Kühlschmierstoff, Läpppaste, Strahlmittel) aus dem Bearbeitungsprozess ausgetragen und anschließend mittels Filtration abgetrennt. Das zurückbleibende Material ist der hier beschriebene Abfall.
Als Prozesshilfsmittel werden oft sogenannte Kühlschmierstoffe (KSS) eingesetzt, welche vor allem
Detailliertere Informationen zu Kühlschmierstoffen sind im Steckbrief 1201 Bearbeitungsöle, -emulsionen und -lösungen beschrieben.
120114*/15 Bearbeitungsschlämme
Bearbeitungsschlämme können bei der Vorbehandlung oder einem eigenständigen Bearbeitungsverfahren entstehen. Über den oben beschriebenen Prozess entsteht diese Abfallgruppe, z. B. sogenannte Gleitschleifschlämme, Polierschlämme oder Schleifschlämme.
Charakteristisch sind vor allem ein hoher Anteil an Filterhilfsmitteln und ein Metallgehalt von unter zehn Prozent. Des Weiteren ist ein Gehalt an Kohlenwasserstoffen (Ölgehalt) typisch, welcher allerdings von eingesetzten Prozesshilfsmitteln sowie zu bearbeitenden Werkstoffen (anhaftende Fremdöle) abhängt.
Neben den genannten Verfahren können Schlämme unter anderem auch beim Funkenerodieren, Strahlen oder bei Warmumformungsprozessen entstehen.
Beim Funkenerodieren fallen durch die Ausfiltrierung der feinen, abgetragenen Metallpartikel aus dem Dielektrikum Erodierschlämme an. Diese sind vor allem beim speziellen Verfahren des Senkerodierens ölhaltig. Ansonsten sind Anteile an Filterhilfsmitteln sowie ein Metallgehalt im Schlamm charakteristisch.
Beim Strahlen können je nach gewähltem Verfahren Bearbeitungsschlämme anfallen. Hierbei sind vor allem Nassverfahren und Schlämmstrahlen relevant. Bei der Aufbereitung der Strahlwasser bzw. -suspensionen fallen Feinanteile des Strahlmittels mit abgestrahlten Metallpartikeln als Schlamm an. Detailliertere Informationen zu Strahlmittelabfällen können im Steckbrief 1201_Strahlmittel nachvollzogen werden.
Bei Warmumformprozessen (typisch in der Eisen- und Stahlerzeugung), wie z. B. Schmieden oder Warmwalzen, kann Zunder anfallen. Ölhaltiger Zunder (Ölgehalt > 3%) wird als sogenannter Zunderschlamm aus dem Bearbeitungsprozess ausgetragen.
120118* Ölhaltige Metallschlämme (Schleif-, Hon- und Läppschlämme)
Die Zusammensetzung der Schlämme ist sehr inhomogen und hängt stark vom bearbeiteten Material und gewählten Verfahren ab. Charakteristisch gegenüber der bereits beschriebenen Abfallgruppe der AS 120114*/15 Bearbeitungsschlämme ist der teilweise erhebliche Ölgehalt, welcher in der Regel größer als drei Prozent ist, und zusätzlich ein erheblich höherer Metallgehalt.
Ölhaltige Metallschlämme entstehen zudem als Feinfraktion bei der Filtrierung der Späne aus der spanenden Bearbeitung von Metallen, z. B. Drehen, Bohren und Fräsen. Sie enthalten nur feine Metallspäne mit einem Durchmesser < 0,5 mm und einer Länge < 20 mm (Anhaltswert). Sie sind herkunftsbedingt mit Prozesshilfsmitteln vermischt, z. B. Schleifmittelabrieb und Kühlschmierstoff. Ihre Konsistenz (schuhcremeartig bis Stahlwolle) ist vom Bearbeitungsverfahren und dem verwendeten Prozesshilfsmittel abhängig.
Bearbeitungsschlämme bzw. ölhaltige Metallschlämme entstehen in erster Linie bei der mechanischen Oberflächenbearbeitung von Metallen, z. B. beim Schleifen, Strahlen, Honen, Läppen oder Polieren. Die Verfahren basieren hauptsächlich auf spanenden oder schleifenden Prozessen. Anhaftende Verunreinigungen (z. B. Rost) oder Unebenheiten im Werkstück werden u. a. mittels Schleif- oder Spanvorrichtungen entfernt. Dabei wird grundsätzlich ein Teil des Ausgangsmaterials entfernt. Die teilweise sehr feinen vom Werkstück abgetragenen Partikel werden über eingesetzte Prozesshilfsmittel (z. B. Gleitschleifcompound, Kühlschmierstoff, Läpppaste, Strahlmittel) aus dem Bearbeitungsprozess ausgetragen und anschließend mittels Filtration abgetrennt. Das zurückbleibende Material ist der hier beschriebene Abfall.
Als Prozesshilfsmittel werden oft sogenannte Kühlschmierstoffe (KSS) eingesetzt, welche vor allem
- die Reibung zwischen einem zu bearbeitenden Werkstück und dem dafür nötigen Werkzeug durch Schmierung reduzieren,
- die entstehende Wärme abführen (Kühlung des Werkstücks und -zeuges),
- den Metallabrieb bzw. die Späne entfernen sowie
- einen gewissen Korrosionsschutz gewährleisten.
Detailliertere Informationen zu Kühlschmierstoffen sind im Steckbrief 1201 Bearbeitungsöle, -emulsionen und -lösungen beschrieben.
120114*/15 Bearbeitungsschlämme
Bearbeitungsschlämme können bei der Vorbehandlung oder einem eigenständigen Bearbeitungsverfahren entstehen. Über den oben beschriebenen Prozess entsteht diese Abfallgruppe, z. B. sogenannte Gleitschleifschlämme, Polierschlämme oder Schleifschlämme.
Charakteristisch sind vor allem ein hoher Anteil an Filterhilfsmitteln und ein Metallgehalt von unter zehn Prozent. Des Weiteren ist ein Gehalt an Kohlenwasserstoffen (Ölgehalt) typisch, welcher allerdings von eingesetzten Prozesshilfsmitteln sowie zu bearbeitenden Werkstoffen (anhaftende Fremdöle) abhängt.
Neben den genannten Verfahren können Schlämme unter anderem auch beim Funkenerodieren, Strahlen oder bei Warmumformungsprozessen entstehen.
Beim Funkenerodieren fallen durch die Ausfiltrierung der feinen, abgetragenen Metallpartikel aus dem Dielektrikum Erodierschlämme an. Diese sind vor allem beim speziellen Verfahren des Senkerodierens ölhaltig. Ansonsten sind Anteile an Filterhilfsmitteln sowie ein Metallgehalt im Schlamm charakteristisch.
Beim Strahlen können je nach gewähltem Verfahren Bearbeitungsschlämme anfallen. Hierbei sind vor allem Nassverfahren und Schlämmstrahlen relevant. Bei der Aufbereitung der Strahlwasser bzw. -suspensionen fallen Feinanteile des Strahlmittels mit abgestrahlten Metallpartikeln als Schlamm an. Detailliertere Informationen zu Strahlmittelabfällen können im Steckbrief 1201_Strahlmittel nachvollzogen werden.
Bei Warmumformprozessen (typisch in der Eisen- und Stahlerzeugung), wie z. B. Schmieden oder Warmwalzen, kann Zunder anfallen. Ölhaltiger Zunder (Ölgehalt > 3%) wird als sogenannter Zunderschlamm aus dem Bearbeitungsprozess ausgetragen.
120118* Ölhaltige Metallschlämme (Schleif-, Hon- und Läppschlämme)
Die Zusammensetzung der Schlämme ist sehr inhomogen und hängt stark vom bearbeiteten Material und gewählten Verfahren ab. Charakteristisch gegenüber der bereits beschriebenen Abfallgruppe der AS 120114*/15 Bearbeitungsschlämme ist der teilweise erhebliche Ölgehalt, welcher in der Regel größer als drei Prozent ist, und zusätzlich ein erheblich höherer Metallgehalt.
Ölhaltige Metallschlämme entstehen zudem als Feinfraktion bei der Filtrierung der Späne aus der spanenden Bearbeitung von Metallen, z. B. Drehen, Bohren und Fräsen. Sie enthalten nur feine Metallspäne mit einem Durchmesser < 0,5 mm und einer Länge < 20 mm (Anhaltswert). Sie sind herkunftsbedingt mit Prozesshilfsmitteln vermischt, z. B. Schleifmittelabrieb und Kühlschmierstoff. Ihre Konsistenz (schuhcremeartig bis Stahlwolle) ist vom Bearbeitungsverfahren und dem verwendeten Prozesshilfsmittel abhängig.
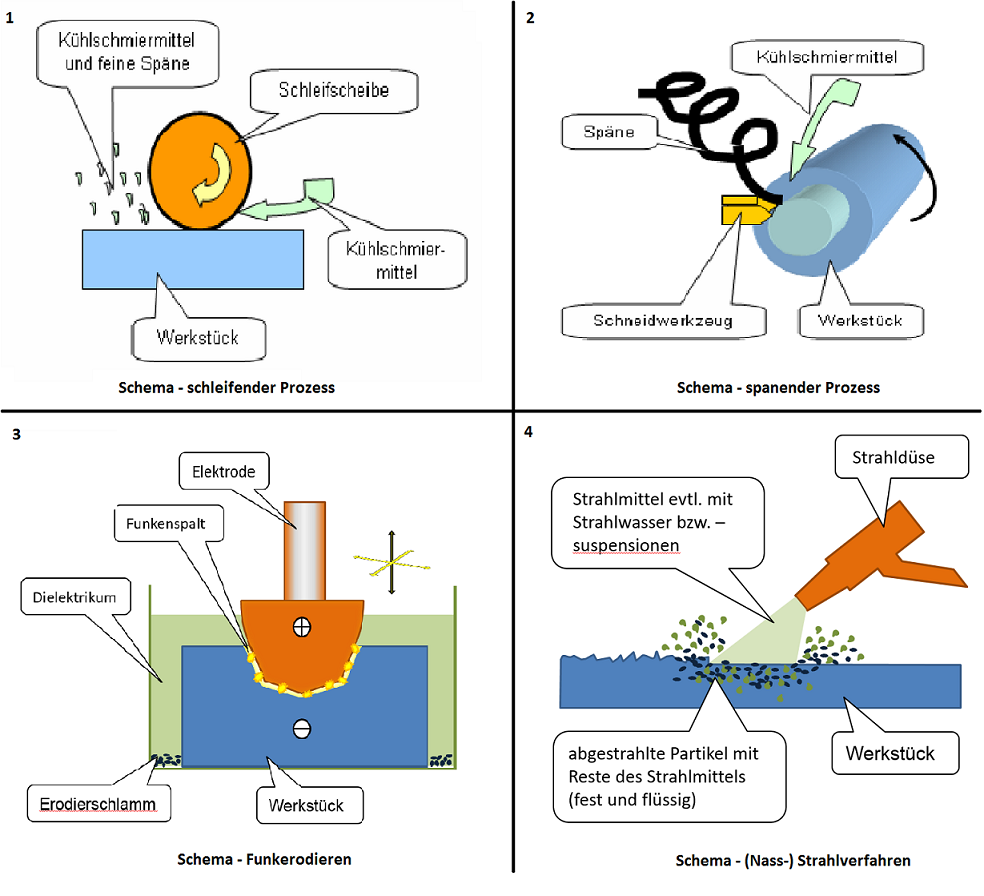
Metallbearbeitungsverfahren (Quelle: 1/2 ABAG-item, 3/4 LUBW (2016))
Charakteristische Zusammensetzung
| Inhaltsstoffe | Gehalte / Konzentrationen | Erläuterungen |
|---|---|---|
| 120114*/15 Bearbeitungsschlämme | ||
| Metallgehalt | 2 - 10 % | Gehalt abhängig vom Bearbeitungsverfahren (Fe- oder NE-Metalle) |
| Schleifmittelabrieb | 2 - 50 % | Vorkommen insbesondere bei Gleitschleifschlämmen und nass abgeschiedenen Strahlstäuben; Gehalt abhängig von Werkstoff und Verfahren; kann Korund, Siliciumcarbid, Bornitrid oder Aluminiumoxid, einschl. Bindemittel (Kunstharz, Kunststoff) sowie metallische und mineralische Strahlmittel (Schlacken, Glas, Hartguss) enthalten |
| Kohlenwasserstoffe | bis 20 %, i.d.R < 3 % | Gehalt abhängig von Bearbeitungsverfahren und eingesetzten Prozesshilfsmitteln, geringe Anteile eingeschleppter Fremdöle (z. B. vom Werkstoff) möglich |
| Filterhilfsmittel | bis 20 % | Gehalt abhängig vom Filtrationsverfahren, z. B. Kieselgur bei Anschwemmfiltern, Filtervliese bei Bandfiltern, einschl. Verunreinigungen |
| Wassergehalt | 5 - 75 % | Gehalt abhängig vom Bearbeitungsverfahren; hohe Wassergehalte z. B. bei Gleitschleifschlämmen und Nassabscheidung von Aluminium-Stäuben |
| 120118* Ölhaltige Metallschlämme (Schleif-, Hon- und Läppschlämme) | ||
| Metallgehalt | 10 - 80 % | Gehalt abhängig vom Bearbeitungsverfahren (Fe- oder NE-Metalle) |
| Schleifmittelabrieb | 2 - 75 % | Gehalt abhängig von Werkstoff und Verfahren; kann Korund, Siliciumcarbid, Bornitrid oder Aluminiumoxid, einschl. Bindemittel (Kunstharz, Kunststoff) enthalten |
| Kohlenwasserstoffe (bei Einsatz von KSS-Ölen) | 15 - 50 % | Öle auf mineralischer, synthetischer und nativer Basis, in Einzelfällen mit halogenierten Additiven, geringe Anteile eingeschleppter Fremdöle (z. B. vom Werkstoff) möglich |
| Kohlenwasserstoffe (bei Einsatz von KSS - Emulsionen/Lösungen) | 1 - 20 % | emulgierte Öle mit Additiven (Additive sind z. B. Emulgatoren, Korrosionsinhibitoren, Biozide, Entschäumungsmittel); geringe Anteile eingeschleppter Fremdöle (z. B. vom Werkstoff) möglich |
| Filterhilfsmittel | bis 50 % | Gehalt abhängig vom Verfahren, z. B. Kieselgur bei Anschwemmfiltern, Filtervliese bei Bandfiltern, einschl. Verunreinigungen |
| Wassergehalt | bis 75 % | Gehalt abhängig vom Bearbeitungsverfahren, hohe Wassergehalte bei Verwendung von KSS-Lösungen und -Emulsionen |
Hinweis
Bei der spanenden bzw. schleifenden Metallbearbeitung werden Kühlschmierstoffe (KSS) verwendet. Neben dem zu bearbeitenden Werkstoff ist das Bearbeitungsverfahren ausschlaggebend, ob und welche KSS eingesetzt werden oder ob eine trockene Bearbeitung möglich ist. Neuere Entwicklungen bei Werkzeugen (Beschichtungen, neue Werkstoffe, andere Geometrien) ermöglichen heute teilweise eine Trockenbearbeitung oder zumindest die Verringerung von Kühlschmierstoffen durch Minimalmengen-Schmierung (MMS).
Information über die verschiedenen KSS-Typen und deren Zusammensetzung finden Sie im Abfallsteckbrief 1201 "Bearbeitungsöle, -emulsionen und -lösungen".
Als zusätzliche Informationsquelle für eine detaillierte Zusammensetzung der gefährlichen Inhaltsstoffe des angewandten KSS ist im Einzelfall das Sicherheitsdatenblatt vom liefernden bzw. herstellenden Unternehmen heranzuziehen. Neben der Einstufung und Kennzeichnung werden u. a. die gefährlichen Inhaltsstoffe aufgeführt. Die Gefährdungsabschätzung eines Abfalls und seine Zuordnung zum richtigen Abfallschlüssel sowie zur geeigneten Entsorgungsmöglichkeit setzt i.d.R. eine chemisch-physikalische Analyse voraus.
Ergänzende Informationen zum jeweils angewandten KSS können außerdem über eine Suchfunktion nach CAS-Nummer oder Namen des KSS auf der Informationsplattform des Forschungs- und Beratungsinstitutes Gefahrstoffe GmbH (FoBiG) ermittelt werden, welche von der Berufsgenossenschaft Holz und Metall (BGHM) in Auftrag gegeben wurde. Eine Verlinkung zur Internetseite des FoBiG ist im Quellenverzeichnis zu finden.
Information über die verschiedenen KSS-Typen und deren Zusammensetzung finden Sie im Abfallsteckbrief 1201 "Bearbeitungsöle, -emulsionen und -lösungen".
Als zusätzliche Informationsquelle für eine detaillierte Zusammensetzung der gefährlichen Inhaltsstoffe des angewandten KSS ist im Einzelfall das Sicherheitsdatenblatt vom liefernden bzw. herstellenden Unternehmen heranzuziehen. Neben der Einstufung und Kennzeichnung werden u. a. die gefährlichen Inhaltsstoffe aufgeführt. Die Gefährdungsabschätzung eines Abfalls und seine Zuordnung zum richtigen Abfallschlüssel sowie zur geeigneten Entsorgungsmöglichkeit setzt i.d.R. eine chemisch-physikalische Analyse voraus.
Ergänzende Informationen zum jeweils angewandten KSS können außerdem über eine Suchfunktion nach CAS-Nummer oder Namen des KSS auf der Informationsplattform des Forschungs- und Beratungsinstitutes Gefahrstoffe GmbH (FoBiG) ermittelt werden, welche von der Berufsgenossenschaft Holz und Metall (BGHM) in Auftrag gegeben wurde. Eine Verlinkung zur Internetseite des FoBiG ist im Quellenverzeichnis zu finden.
 Glossar
Glossar
Quellenverzeichnis(Quellen, wenn nicht anders angegeben, in der aktuellen Fassung)
 EU - Europäische Union
EU - Europäische Union Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Stahlverarbeitung", UBA (Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry, UBA, December, 2001)
Beste verfügbare Techniken - (BVT), Download der BVT-Merkblätter, hier "Stahlverarbeitung", UBA (Reference Document on Best Available Techniques in the Ferrous Metals Processing Industry, UBA, December, 2001)- Technischer Leitfaden zur Abfalleinstufung, 2018/C 124/01, Europäische Kommission vom 09.04.2018
- DE - Bundesrepublik Deutschland
- Fachausschuss-Informationsblatt Nr. 045 "Inhibitoren der Nitrosoaminbildung", Deutsche Gesetzliche Unfallversicherung - Fachbereich Holz und Metall, 2016
- Infoblatt: Inhaltsstoffe wassergemischter Kühlschmierstoffe, www.pius-info.de
- Technische Regel für Gefahrstoffe 611: Verwendungsbeschränkungen für wassermischbare bzw. wassergemischte Kühlschmierstoffe, bei deren Einsatz N-Nitrosamine auftreten können (TRGS 611)
- Technische Regeln für Gefahrstoffe, Arbeitsplatzgrenzwerte TRGS 900, Ausschuss für Gefahrstoffe (AGS), 2006
- BGR/GUV-R 143 "Tätigkeiten mit Kühlschmierstoffen", Deutsche Gesetzliche Unfallversicherung (DGUV) Spitzenverbrand, 2011
- Informationsangebot der Deutschen Gesetzlichen Unfallversicherung - Institut für Arbeitsschutz über die Zusammensetzung von Kühlschmierstoffen
- Leitfaden zur Anwendung umweltverträglicher Stoffe, Umweltbundesamt, 2003
- Vollzugshinweise zur abfallrechtlichen Einstufung von mit Kühlschmierstoffen verunreinigten Metallspänen, aus der 110. LAGA-Vollversammlung, 17.-18.04.2018
- BW - Baden-Württemberg
- BY - Bayern
![]()