
Herkunft und charakteristische Zusammensetzung
Herkunft
Eisen- und Stahlproduktion
In Deutschland gibt es zwei etablierte Wege der Herstellung von Stahl (siehe unten, Bild 1). Bei der Verfahrensroute über den Hochofen (Primärerzeugung) mit seinen Vorstufen Kokerei, Sintern bzw. Pelletieren wird im Hochofen aus Eisenerzen sowie Koks und Kohle flüssiges Roheisen erzeugt, welches anschließend im Sauerstoffkonverter unter geringen Schrottzusätzen zu flüssigem Rohstahl weiter verarbeitet wird. Bei der Route über den Elektrolichtbogenofen (ELO) (Sekundärerzeugung) wird mit Hilfe von elektrischer Energie über einen Lichtbogen Stahlschrott zu flüssigem Rohstahl erschmolzen.
Etwa 70 % des in Deutschland produzierten Stahls werden über die Hochofen-Konverter-Route erzeugt, dementsprechend 30 % im Elektrostahlwerk.
Die Herstellung von Eisen- und Stahlprodukten erfolgt in mehreren Stufen:
Als Sekundärrohstoffe kommen in der europäischen Eisen- und Stahlerzeugung vorwiegend verschiedene Schrottqualitäten gemäß der europäischen Schrottsortenliste, aber auch feinkörnige eisenhaltige Stoffe zum Einsatz. Während Stahlschrott bei entsprechender Stückgröße im Stahlwerk direkt eingesetzt werden kann, müssen feinkörnige Einsatzstoffe - wie z. B. Feinerze, aber auch feinkörnige Kreislaufstoffe wie Gichtgasstaub aus dem Hochofenprozess oder andere Stäube aus der Abgaserfassung und -behandlung, über eine Vorbehandlungsstufe zu stückigem, hochofenfähigem Vormaterial konditioniert werden. Dies erfolgt in der Regel über das Sintern.
In Deutschland enthielt der produzierte Rohstahl 2018 im Schnitt 43,4 % Schrott. Während bei der Primärerzeugung bis zu 25 % Schrott (bezogen auf den Eisenanteil) zugesetzt werden, kommt bei der Sekundärerzeugung fast ausschließlich Schrott als Eisenquelle zum Einsatz.
Sintern
Das Sintern von feinkörnigen Eisenerzen erfolgt in Bandsinteranlagen. Hierzu wird eine Mischung aus angefeuchtetem Feinerz zusammen mit Koksgrus, den Zuschlägen, wie Kalkstein, Branntkalk, Dolomit, Kreislaufmaterialien und Rückgut (Feinsinter, der für den direkten Einsatz im Hochofen ungeeignet ist), auf einen umlaufenden Rost, das Sinterband, gegeben und von oben gezündet. Der in der Oberfläche der Mischung enthaltene feste Brennstoff (z. B. Koksgrus) wird in einem Zündofen mit Gas gezündet und somit der Sintervorgang eingeleitet. Durch Anlegen eines Unterdruckes unter dem Rost wird gleichzeitig ein Gas- bzw. Luftstrom von oben nachunten durch die Mischung gesaugt. Die in der oberen Sinterschicht freigesetzte Wärme, die zum Zusammenbacken der Mischung führt, wird mit dem Gasstrom in die tiefer gelegenen Schichten geführt und zündet den dort enthaltenen festen Brennstoff. Durch die angesaugte Kaltluft nach Verlassen des Zündofens wird die gesinterte oberste Zone abgekühlt, wobei sich die Luft aufheizt und als Sauerstofflieferant und Wärmeüberträger der unteren Schichten dient. Während des Transports auf dem Sinterband wird die gesamte Schicht von oben nach unten gesintert.
Das so entstandene Konglomerat wird am Ende des Sinterbandes abgeworfen, grob gebrochen und abgekühlt. Nach dem Absieben der Feinanteile, die der Sintermischung als Rückgut wieder zugeführt werden, ist der Sinter für den direkten Einsatz im Hochofen aufgrund seiner großen Gasdurchlässigkeit und guten Reduzierbarkeit geeignet.
Da die beim Sinterprozess eingesetzten Materialien das gesamte Temperaturfeld bis max. 1.300 °C durchlaufen, können die resultierenden Abgase abhängig von den Einsatzmaterialien Staub, bei niedrigen Temperaturen siedende Substanzen (z. B. Organik, Schwefel, Schwermetalle) sowie Reaktions- und Crackprodukte enthalten. Die Abgasentstaubung erfolgt nach dem Stand der Technik mittels der folgenden Verfahren:
Beim Pelletieren werden Feinsterze (Pelletfeed), Konzentrate und ggf. andere feinkörnige Materialien mit Korngrößen von weit unter 1 mm zu Kügelchen von etwa 10 bis 15 mm geformt. Zu diesem Zweck wird die Erzmischung angefeuchtet und mit einem Bindemittel (z. B.Bentonit) versehen. In Drehtrommeln oder auf Drehtellern werden dann die "Grünpellets" geformt. Diese Grünpellets werden getrocknet und bei Temperaturen von mehr als 1.000 °C gebrannt. Pellets weisen im Vergleich zu Stückerzen ein enges Kornband, gleichbleibende Qualität und eine gute Durchgasung bei der Reduktion auf. Weiterhin sind Pellets gut transport- und lagerfähig. Das Pelletieren erfolgt daher in der Regel schon direkt durch die Eisenerzerzeuger bei deren Gruben oder Hafenanlagen und kommt zur Erzaufbereitung in Deutschland in der Regel nicht zur Anwendung.
Hochofen
Der Hochofen ist ein kontinuierlich arbeitender Schachtofen. Die Gicht stellt das Oberteil des Hochofens dar und umfasst die zur Beschickung des Hochofens und der Ableitung der Gichtgase erforderlichen Anlagen. Das staubhaltige Gichtgas wird vom Ofenkopf den Gasreinigungseinrichtungen und danach den Verbrauchsstellen (Winderhitzer, Stoß- und Hubbalkenöfen, Unterfeuerung der Kokerei, Kraftwerk) zugeführt. Die Höhe des unter der Gicht liegenden Schachtes beträgt etwa 3/5 der gesamten Ofenhöhe. Hieran schließt sich der zylindrische Kohlensack an. In der darunter liegenden Rast beginnt das Schmelzen der Beschickungssäule. Das Gestell ist der untere zylindrische Teil des Hochofens, in dem sich flüssige Schlacke und Roheisen sammeln. Im oberen Teil des Gestells sind Windformen aus Kupfer angeordnet. Durch sie wird die zur Reduktionsgaserzeugung notwendige heiße Luft in den Hochofen geblasen. Etwas tiefer liegen die Stichlöcher für den Abfluss von Roheisen und Schlacke. Das Stichloch wird nach jedem Abstich mit feuerfester Masse verschlossen.
Im Hochofen werden die eisenhaltigen Rohstoffe in einem reduzierenden Prozess zu flüssigem Roheisen erschmolzen. Das im Gegenstrom zum Materialfluss strömende Reduktionsgas verlässt den Hochofen bei Temperaturen von 90 - 170 °C über die Gicht. Die Gichtgase sind stark staubhaltig und werden vor der weiteren Verwendung gereinigt. Dies erfolgt für grobe Staubpartikel vorzugsweise mittels Trockenabscheidung (z. B. Umlenkabscheider). Diese Partikel werden üblicherweise in die Sinteranlage zurückgeführt. Im Anschluss erfolgt die Abscheidung der feinen Staubpartikeln in einem Gaswäscher, einem Nass-Elektro-Filter oder nach einem vergleichbaren Verfahren.
Die anfallende Hochofenschlacke wird in der Regel diskontinuierlich in etwa gleichzeitig mit dem Roheisen abgestochen. Das flüssige Roheisen und die oben schwimmende Schlacke werden in einem "Fuchs" genannten Abzugskanal durch die Dichtunterschiede voneinander getrennt.
Das aus dem Hochofen abgestochene Roheisen wird anschließend entschwefelt, fallweise werden auch das Silizium und der Phosphor weitgehend entfernt. Der Ablauf der nachfolgenden Stahlerzeugung kann dadurch vereinfacht werden. Durch die hierbei ablaufenden Prozesse werden ebenfalls geringe Mengen an Schlacke produziert, die jeweils abgeschlackt und üblicherweise entsprechend dem Prozess, z. B. als Entschwefelungsschlacke, bezeichnet werden.
Die Minderung der bei der Vorbehandlung des flüssigen Roheisens auftretenden Staubemissionen (einschließlich Roheisen-Transportprozesse, Entschwefelung und Entschlackung) erfolgt durch eine effektive Absaugung und anschließende Abgasreinigung mittels Gewebefilter oder E-Filter.
DRI-Herstellung (direct reduced iron, Direktreduktion von Eisenerz)
Das Verfahren der Direktreduktion von Eisenerz wird in Deutschland nur in einem Hamburger Stahlwerk (ArcelorMittal Hamburg GmbH) praktiziert. Das direkt reduzierte Eisen DRI (direct reduced iron) wird im Elektrolichtbogenofen eingeschmolzen. Im Gegensatz zum Hochofenverfahren wird bei der Direktreduktion das Eisenerz im festen Zustand zu Eisen reduziert. Das DRI enthält noch einen Rest an Sauerstoff sowie die gesamte Gangart. Beide müssen in der nachgeschalteten Stahlherstellungsstufe durch Schmelzen und Nachreduzieren entfernt werden. Stäube werden mittels Primär- und Sekundärgaserfassung und geeigneter Behandlung abgeschieden.
Stahlerzeugung aus Roheisen und Schrott im Konverter
Zur Stahlerzeugung aus Roheisen werden der darin enthaltene Kohlenstoff und die Eisenbegleiter durch das Zuführen von Sauerstoff abgesenkt. Dieser Prozess ist chemisch als gezielte Oxidation bestimmter Inhaltstoffe zu sehen und wird in der Stahlindustrie als Frischen bezeichnet. Die Konverter, in denen der Frischprozess abläuft, sind kippbare, mit feuerfestem Material ausgekleidete Stahlgefäße. Ihr Fassungsvermögen je Schmelze liegt zwischen 50 und 400 t. Bei den Verfahren zum Frischen haben sich das Sauerstoffaufblasverfahren und das Sauerstoffbodenblasverfahren sowie vor allem daraus kombinierte Verfahren letztlich durchgesetzt. Die hauptsächlichen Varianten des kombinierten Blasens sind:
Die ggf. betriebene Rückgewinnung von Konvertergas, sofern energiewirtschaftlich sinnvoll, und die Primärentstaubung erfolgen durch unterdrückte Verbrennung und Einsatz von trockenen E-Filtern (bei neuen und bestehenden Anlagen) oder nasse Gaswäsche (bei bestehenden Anlagen). Das gesammelte Konvertergas wird gereinigt und für die spätere Verwendung als Brennstoff gespeichert. Die erfassten Stäube und/oder Schlämme werden weitestgehend wiederverwendet. Dabei ist ihr ggf. hoher Zinkgehalt zu beachten. Die während der Beschickung und beim Abstich entstehenden Abgase werden abgesaugt und mittels Gewebefilter, E-Filter und/oder einem anderen Verfahren gereinigt (Sekundärentstaubung, z. B. Nassabscheidung). Gleiches gilt auch für Transport- und Umfüllvorgänge, das Abschlacken und die Sekundärmetallurgie.
Die bei dem Prozess erzeugte Konverterschlacke (Stahlwerksschlacke) wird abgeschlackt und in der Regel in Schlackebeeten zur weiteren Verarbeitung abgekühlt.
Stahlerzeugung aus Schrott im Elektrostahlwerk
Bei den Elektrostahl-Verfahren wird die notwendige Wärme durch elektrischen Strom erzeugt. Die technischen Möglichkeiten zur Umwandlung von elektrischer Energie in Wärme sind hauptsächlich durch Elektrolichtbogenöfen und Induktionsöfen gegeben. Mehr als 90 % des Elektrostahls in Deutschland werden im Elektrolichtbogenofen erzeugt. Dieser erzeugt die notwendige Wärme mit Hilfe eines Lichtbogens. Beim Drehstromofen leiten drei Graphitelektroden phasenverschoben den elektrischen Strom über einen Lichtbogen durch den metallischen Einsatz zur nächsten Elektrode. Bei dem Gleichstromofen leitet eine Graphitelektrode den elektrischen Strom über den Lichtbogen durch den metallischen Einsatz zur Bodenanode. Im Lichtbogen entstehen Temperaturen bis zu 3.500 °C, die den metallischen Einsatz schmelzen lassen. Somit ist der Elektrolichtbogenofen für die Erschmelzung aller legierten Stahlsorten besonders geeignet.
Das Ofengefäß ist feuerfest ausgemauert. Abstichgewichte der Lichtbogenöfen beginnen bei wenigen Tonnen und reichen im Ausnahmefall bis zu 200 t.
Dem Einschmelzen im Elektroofen sind zur Herstellung der gewünschten Stahlsorten weitere Prozessstufen nachgeschaltet.
Die Schlacke wird analog dem Konverterprozess i. d. R. abgeschlackt und in Beeten zur weiteren Verarbeitung abgekühlt.
Die beim Einschmelzen und nachfolgender Behandlung des Stahls entstehenden Abgase werden durch eine Kombination aus direkter Abgasabsaugung und Absaughaubensystem oder Einhausung und Absaughaubensystem oder eine Gesamtgebäudeabsaugung erfasst. Die Abgasentstaubung erfolgt durch Gewebefilter. Die erfassten Stäube werden weitestgehend wiederverwendet, hierbei ist insbesondere bei Einsatz von verzinktem Stahlschrott die Möglichkeit der Zinkrückgewinnung zu beachten (Bild 1).
Stahlveredlung
Zur Stahlveredlung werden während der Stahlproduktion je nach gewünschten Eigenschaften Legierungselemente in verschiedenen Konzentrationen zugefügt. Stahlveredler sind vor allem: Nickel, Kobalt, Molybdän, Mangan, Wolfram, Vanadium, Chrom und Titan.
Stahlweiterverarbeitung
In den meisten Stahlwerken wird der erzeugte Stahl anschließend weiterverarbeitet. Dies erfolgt unabhängig vom Stahlherstellungsverfahren zunächst durch z. B. Strang-, Brammen- oder Blockgießen. Der zur Warmumformung durch Walzen bestimmte flüssige Stahl wird i. d. R. kontinuierlich im Stranggussverfahren vergossen. Der Anteil des Stranggießens an der Gesamtstahlproduktion liegt in Deutschland bei ca. 96 %.
Die Weiterverarbeitung zu Halbzeugen (Stangen, Bleche, Rohre usw.) erfolgt meist durch Warm- und anschließendes Kaltwalzen. Bei der Warmumformung (Warmwalzwerk) platzt die auf der glühenden Metalloberfläche vorhandene oxidische Zunderschicht ab und wird als Walzzunder aufgefangen. Feinste Walzzunderpartikel werden ggf. aus Kühlkreisläufen entfernt und können somit als Gemisch mit Kühlwasser und Kühlschmierstoffen vorliegen.
Abfälle
Art und Menge der erzeugten Abfälle sind in erster Linie durch die jeweilige Verfahrenskombination geprägt. Die durchschnittliche Abfallmenge pro Tonne Stahl beträgt in Deutschland 200 kg (für Elektrolichtbogenofen) bis 400 kg (für Hochofen, Siemens-Martin-Ofen bzw. Sonderverfahren). Der größte Anteil dabei sind Schlacken mit ca. 90 Massen-% bzw. 13,2 Mio. t pro Jahr (2018). Davon wird der überwiegende Teil (ca. 96 %) z. B. als Rohstoff in der Zementherstellung oder als Baustoff in der Bauindustrie verwertet. Die Schlacken der Eisen- und Stahlindustrie unterliegen i.d.R. einer Qualitätsüberwachung.
Im Falle eines integrierten Hüttenwerkes beträgt die Erzeugung von Stäuben, Schlämmen und Zunder ca. 60 – 65 kg/t Rohstahl und im Falle der Elektrostahlerzeugung rund 30 bis 35 kg/t Rohstahl.
Bild 2 (siehe unten) verdeutlicht die Stellen der Stahlerzeugung, an denen die mengenmäßig bedeutendsten Mengen an Hochofenschlacke, LD-Schlacke (LD steht für Linz-Donnowitz) und Elektroofenschlacke erzeugt werden. In Deutschland wurden 2018 ca. 7,7 Mio. t Hochofenschlacke, 3,2 Mio. t LD-Schlacke, 1,63 Mio. t Elektroofenschlacke und 0,56 Mio. t Schlacke aus Sonderverfahren erzeugt.
100201 Abfälle aus der Verarbeitung von Schlacke
Hochofen- und Stahlwerksschlacken werden unter Ausnutzung des Dichteunterschiedes schmelzflüssig vom erzeugten Metall getrennt. Die Schlacken werden durch geeignete Verfahren abgekühlt und im abgekühlten Zustand zu Baustoffen und Düngemitteln aufbereitet, soweit sie nicht direkt verwendet werden können. Bei diesen Aufbereitungsprozessen, vorwiegend Brech- und Klassierprozesse, fallen ggf. Abfälle in ähnlicher Zusammensetzung wie das Ausgangsmaterial an, die nicht den gewünschten Qualitätskriterien entsprechen, z. B. hinsichtlich der erzielten Korngröße.
100202 unbearbeitete Schlacke
Wenn die Vermarktung der erzeugten Eisenhüttenschlacke von vornherein ausgeschlossen werden kann, wird ggf. auf die sonst bei der Schlackenerzeugung üblichen Bearbeitungsschritte verzichtet. Hierdurch entsteht Schlacke, die möglicherweise nicht den Produktstandards, technischen Vorschriften etc. genügt.
100207*/08 feste Abfälle aus der Abgasbehandlung
In allen Prozessen der Eisen- und Stahlerzeugung werden die gas- bzw. staubförmigen Emissionen in geeigneten und nach den entsprechenden Vorschriften genehmigten Abgasbehandlungsanlagen erfasst und gereinigt. Die Abgasbehandlungsanlagen sind zumeist mehrstufig ausgelegt und umfassen eine Trockenabscheidung wie z. B. Zyklone, Elektrofilter oder Gewebefilter sowie eine nachgeschaltete Nassreinigung. Die Zusammensetzung der trocken abgeschiedenen Stäube ist abhängig von den jeweils erfassten Prozessschritten und den dort eingesetzten bzw. erzeugten Materialien. Es handelt sich überwiegend um Eisenoxide sowie mitgerissene Schlackenpartikel bzw. Schlackenbildner. Bedingt durch die hohen Prozesstemperaturen kann eine Anreicherung leicht flüchtiger Elemente aus den Einsatzstoffen, wie z. B. Zink aus dem Recycling verzinkter Bleche, erfolgen. Stäube aus der Abgasreinigung der Hochöfen weisen durch den Einsatz von Reduktionsmitteln, insbesondere Koks, nennenswerte Anteile an Kohlenstoff auf. Da es in den Abgasen der Sinteranlagen zur Bildung von Dioxinen/Furanen (PCDD/PCDF) kommen kann, werden hier neben der Abgasentstaubung besondere Dioxin-Minderungstechniken eingesetzt. Filterstäube sind potentiell mit PCDD/PCDF belastet.
100210 Walzzunder
Bei Luftkontakt der noch glühenden Oberfläche des vergossenen Stahls oxidieren die äußeren Metallschichten. Diese als Zunder bezeichnete Oxidschicht ist hart und spröde. Bei der Weiterverarbeitung des Stahls in Warmwalzwerken wird der Zunder mechanisch entfernt, damit dieser nicht in den Stahl eingewalzt wird. Die Zusammensetzung des Walzzunders entspricht der Zusammensetzung der verarbeiteten Stahllegierung.
Die Anlagen der Walzwerke müssen gekühlt und geschmiert werden. Je nach Anlagenkonstellation können die Kühl- und Schmierstoffe mit dem Zunder in Kontakt kommen und werden dann mit diesem ausgetragen. Walzzunder können daher feucht und ölbehaftet vorliegen.
Walzzunder wird meist nach einer Aufbereitung (Entölung, Sintern) der Roheisenerzeugung wieder zugeführt.
100211*/12 Abfälle aus der Kühlwasserbehandlung
Kühlwasser wird in vielen Verfahrensstufen der Stahlherstellung und -weiterverarbeitung eingesetzt. In der Regel wird Kühlwasser im Kreislauf gefahren. Um die Kreislauffähigkeit zu erreichen, wird das Rohwasser häufig vorbehandelt (Abtrennung von Feststoffen, Enthärtung). Auch bei der Pflege der Kreislaufwässer (Entfernung eingetragener Verunreinigungen) können Filterrückstände und Schlämme erzeugt werden. Kühlwässer, die offen zur Oberflächenkühlung eingesetzt werden, können abhängig von der Prozessstufe und Prozessführung mit Ölen und anderen Schmierstoffen verunreinigt sein, z. B. im Warmwalzwerk. Die Abtrennung der Verunreinigungen aus dem Kühlwasser erfolgt ggf. über geeignete Trennverfahren, z. B. Ölabscheider.
100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung
Die letzte Stufe der bei allen Teilprozessen der Eisen- und Stahlerzeugung erforderlichen Abgasreinigungsanlage ist in der Regel eine Nassreinigung. Der Feststoffanteil der daraus abgetrennten Schlämme entspricht in seiner Zusammensetzung im Wesentlichen der der Abgasstäube.
100215 andere Schlämme und Filterkuchen
Die Entstehung von anderen Schlämmen und Filterkuchen ist anlagenspezifisch und bezieht sich i. d. R. auf Abfälle, die nicht in den vorgenannten Prozessen entstehen. Vielfach handelt es sich um Schlämme oder Stäube aus der allgemeinen Betriebsreinigung, z. B. bei Reparaturen und Reinigungsarbeiten von Anlagen oder bei der Reinigung der Werkstrassen und Plätze. Es könnte sich dabei aber auch um Schlämme aus der Abwasserbehandlung im Rahmen der Betriebswasseraufbereitung handeln. Eine weitere Möglichkeit sind Rückstände aus einer zentralisierten Nass- und/oder Trockenentstaubung.
In Deutschland gibt es zwei etablierte Wege der Herstellung von Stahl (siehe unten, Bild 1). Bei der Verfahrensroute über den Hochofen (Primärerzeugung) mit seinen Vorstufen Kokerei, Sintern bzw. Pelletieren wird im Hochofen aus Eisenerzen sowie Koks und Kohle flüssiges Roheisen erzeugt, welches anschließend im Sauerstoffkonverter unter geringen Schrottzusätzen zu flüssigem Rohstahl weiter verarbeitet wird. Bei der Route über den Elektrolichtbogenofen (ELO) (Sekundärerzeugung) wird mit Hilfe von elektrischer Energie über einen Lichtbogen Stahlschrott zu flüssigem Rohstahl erschmolzen.
Etwa 70 % des in Deutschland produzierten Stahls werden über die Hochofen-Konverter-Route erzeugt, dementsprechend 30 % im Elektrostahlwerk.
Die Herstellung von Eisen- und Stahlprodukten erfolgt in mehreren Stufen:
- Vorbereitung der Rohstoffe, z.B.
- Aufbereitung der Erze sowie anderer eisenhaltiger Rohstoffe durch Zerkleinerung, Klassierung und Sortierung
- Vermischung mit Zuschlagstoffen
- Konditionierung zu hochofenfähigen Einsatzstoffen (Sintern, Pelletieren)
- Erzeugung von Roheisen (Hochofen)
- Erzeugung von Stahl (Konverter oder Elektrostahlwerk) und Stahlveredlung
- Formgebung (Warm- oder Kaltwalzen)
Als Sekundärrohstoffe kommen in der europäischen Eisen- und Stahlerzeugung vorwiegend verschiedene Schrottqualitäten gemäß der europäischen Schrottsortenliste, aber auch feinkörnige eisenhaltige Stoffe zum Einsatz. Während Stahlschrott bei entsprechender Stückgröße im Stahlwerk direkt eingesetzt werden kann, müssen feinkörnige Einsatzstoffe - wie z. B. Feinerze, aber auch feinkörnige Kreislaufstoffe wie Gichtgasstaub aus dem Hochofenprozess oder andere Stäube aus der Abgaserfassung und -behandlung, über eine Vorbehandlungsstufe zu stückigem, hochofenfähigem Vormaterial konditioniert werden. Dies erfolgt in der Regel über das Sintern.
In Deutschland enthielt der produzierte Rohstahl 2018 im Schnitt 43,4 % Schrott. Während bei der Primärerzeugung bis zu 25 % Schrott (bezogen auf den Eisenanteil) zugesetzt werden, kommt bei der Sekundärerzeugung fast ausschließlich Schrott als Eisenquelle zum Einsatz.
Sintern
Das Sintern von feinkörnigen Eisenerzen erfolgt in Bandsinteranlagen. Hierzu wird eine Mischung aus angefeuchtetem Feinerz zusammen mit Koksgrus, den Zuschlägen, wie Kalkstein, Branntkalk, Dolomit, Kreislaufmaterialien und Rückgut (Feinsinter, der für den direkten Einsatz im Hochofen ungeeignet ist), auf einen umlaufenden Rost, das Sinterband, gegeben und von oben gezündet. Der in der Oberfläche der Mischung enthaltene feste Brennstoff (z. B. Koksgrus) wird in einem Zündofen mit Gas gezündet und somit der Sintervorgang eingeleitet. Durch Anlegen eines Unterdruckes unter dem Rost wird gleichzeitig ein Gas- bzw. Luftstrom von oben nachunten durch die Mischung gesaugt. Die in der oberen Sinterschicht freigesetzte Wärme, die zum Zusammenbacken der Mischung führt, wird mit dem Gasstrom in die tiefer gelegenen Schichten geführt und zündet den dort enthaltenen festen Brennstoff. Durch die angesaugte Kaltluft nach Verlassen des Zündofens wird die gesinterte oberste Zone abgekühlt, wobei sich die Luft aufheizt und als Sauerstofflieferant und Wärmeüberträger der unteren Schichten dient. Während des Transports auf dem Sinterband wird die gesamte Schicht von oben nach unten gesintert.
Das so entstandene Konglomerat wird am Ende des Sinterbandes abgeworfen, grob gebrochen und abgekühlt. Nach dem Absieben der Feinanteile, die der Sintermischung als Rückgut wieder zugeführt werden, ist der Sinter für den direkten Einsatz im Hochofen aufgrund seiner großen Gasdurchlässigkeit und guten Reduzierbarkeit geeignet.
Da die beim Sinterprozess eingesetzten Materialien das gesamte Temperaturfeld bis max. 1.300 °C durchlaufen, können die resultierenden Abgase abhängig von den Einsatzmaterialien Staub, bei niedrigen Temperaturen siedende Substanzen (z. B. Organik, Schwefel, Schwermetalle) sowie Reaktions- und Crackprodukte enthalten. Die Abgasentstaubung erfolgt nach dem Stand der Technik mittels der folgenden Verfahren:
- moderne Verfahren der elektrostatischen Staubabscheidung (im folgenden und üblicherweise wird Elektro mit „E“ abgekürzt; E-Filter, E-Filter mit bewegten Elektroden, E-Filter mit Energieimpulssystem, Hochspannungsbetrieb des E-Filters usw.) oder
- E-Filter und zusätzlicher Gewebefilter oder
- Vorentstaubung (z. B. E-Filter oder Zyklone).
Beim Pelletieren werden Feinsterze (Pelletfeed), Konzentrate und ggf. andere feinkörnige Materialien mit Korngrößen von weit unter 1 mm zu Kügelchen von etwa 10 bis 15 mm geformt. Zu diesem Zweck wird die Erzmischung angefeuchtet und mit einem Bindemittel (z. B.Bentonit) versehen. In Drehtrommeln oder auf Drehtellern werden dann die "Grünpellets" geformt. Diese Grünpellets werden getrocknet und bei Temperaturen von mehr als 1.000 °C gebrannt. Pellets weisen im Vergleich zu Stückerzen ein enges Kornband, gleichbleibende Qualität und eine gute Durchgasung bei der Reduktion auf. Weiterhin sind Pellets gut transport- und lagerfähig. Das Pelletieren erfolgt daher in der Regel schon direkt durch die Eisenerzerzeuger bei deren Gruben oder Hafenanlagen und kommt zur Erzaufbereitung in Deutschland in der Regel nicht zur Anwendung.
Hochofen
Der Hochofen ist ein kontinuierlich arbeitender Schachtofen. Die Gicht stellt das Oberteil des Hochofens dar und umfasst die zur Beschickung des Hochofens und der Ableitung der Gichtgase erforderlichen Anlagen. Das staubhaltige Gichtgas wird vom Ofenkopf den Gasreinigungseinrichtungen und danach den Verbrauchsstellen (Winderhitzer, Stoß- und Hubbalkenöfen, Unterfeuerung der Kokerei, Kraftwerk) zugeführt. Die Höhe des unter der Gicht liegenden Schachtes beträgt etwa 3/5 der gesamten Ofenhöhe. Hieran schließt sich der zylindrische Kohlensack an. In der darunter liegenden Rast beginnt das Schmelzen der Beschickungssäule. Das Gestell ist der untere zylindrische Teil des Hochofens, in dem sich flüssige Schlacke und Roheisen sammeln. Im oberen Teil des Gestells sind Windformen aus Kupfer angeordnet. Durch sie wird die zur Reduktionsgaserzeugung notwendige heiße Luft in den Hochofen geblasen. Etwas tiefer liegen die Stichlöcher für den Abfluss von Roheisen und Schlacke. Das Stichloch wird nach jedem Abstich mit feuerfester Masse verschlossen.
Im Hochofen werden die eisenhaltigen Rohstoffe in einem reduzierenden Prozess zu flüssigem Roheisen erschmolzen. Das im Gegenstrom zum Materialfluss strömende Reduktionsgas verlässt den Hochofen bei Temperaturen von 90 - 170 °C über die Gicht. Die Gichtgase sind stark staubhaltig und werden vor der weiteren Verwendung gereinigt. Dies erfolgt für grobe Staubpartikel vorzugsweise mittels Trockenabscheidung (z. B. Umlenkabscheider). Diese Partikel werden üblicherweise in die Sinteranlage zurückgeführt. Im Anschluss erfolgt die Abscheidung der feinen Staubpartikeln in einem Gaswäscher, einem Nass-Elektro-Filter oder nach einem vergleichbaren Verfahren.
Die anfallende Hochofenschlacke wird in der Regel diskontinuierlich in etwa gleichzeitig mit dem Roheisen abgestochen. Das flüssige Roheisen und die oben schwimmende Schlacke werden in einem "Fuchs" genannten Abzugskanal durch die Dichtunterschiede voneinander getrennt.
Das aus dem Hochofen abgestochene Roheisen wird anschließend entschwefelt, fallweise werden auch das Silizium und der Phosphor weitgehend entfernt. Der Ablauf der nachfolgenden Stahlerzeugung kann dadurch vereinfacht werden. Durch die hierbei ablaufenden Prozesse werden ebenfalls geringe Mengen an Schlacke produziert, die jeweils abgeschlackt und üblicherweise entsprechend dem Prozess, z. B. als Entschwefelungsschlacke, bezeichnet werden.
Die Minderung der bei der Vorbehandlung des flüssigen Roheisens auftretenden Staubemissionen (einschließlich Roheisen-Transportprozesse, Entschwefelung und Entschlackung) erfolgt durch eine effektive Absaugung und anschließende Abgasreinigung mittels Gewebefilter oder E-Filter.
DRI-Herstellung (direct reduced iron, Direktreduktion von Eisenerz)
Das Verfahren der Direktreduktion von Eisenerz wird in Deutschland nur in einem Hamburger Stahlwerk (ArcelorMittal Hamburg GmbH) praktiziert. Das direkt reduzierte Eisen DRI (direct reduced iron) wird im Elektrolichtbogenofen eingeschmolzen. Im Gegensatz zum Hochofenverfahren wird bei der Direktreduktion das Eisenerz im festen Zustand zu Eisen reduziert. Das DRI enthält noch einen Rest an Sauerstoff sowie die gesamte Gangart. Beide müssen in der nachgeschalteten Stahlherstellungsstufe durch Schmelzen und Nachreduzieren entfernt werden. Stäube werden mittels Primär- und Sekundärgaserfassung und geeigneter Behandlung abgeschieden.
Stahlerzeugung aus Roheisen und Schrott im Konverter
Zur Stahlerzeugung aus Roheisen werden der darin enthaltene Kohlenstoff und die Eisenbegleiter durch das Zuführen von Sauerstoff abgesenkt. Dieser Prozess ist chemisch als gezielte Oxidation bestimmter Inhaltstoffe zu sehen und wird in der Stahlindustrie als Frischen bezeichnet. Die Konverter, in denen der Frischprozess abläuft, sind kippbare, mit feuerfestem Material ausgekleidete Stahlgefäße. Ihr Fassungsvermögen je Schmelze liegt zwischen 50 und 400 t. Bei den Verfahren zum Frischen haben sich das Sauerstoffaufblasverfahren und das Sauerstoffbodenblasverfahren sowie vor allem daraus kombinierte Verfahren letztlich durchgesetzt. Die hauptsächlichen Varianten des kombinierten Blasens sind:
- Sauerstoffaufblasen mit Inertgasspülen durch den Boden,
- Sauerstoffaufblasen und Sauerstoffbodenblasen.
Die ggf. betriebene Rückgewinnung von Konvertergas, sofern energiewirtschaftlich sinnvoll, und die Primärentstaubung erfolgen durch unterdrückte Verbrennung und Einsatz von trockenen E-Filtern (bei neuen und bestehenden Anlagen) oder nasse Gaswäsche (bei bestehenden Anlagen). Das gesammelte Konvertergas wird gereinigt und für die spätere Verwendung als Brennstoff gespeichert. Die erfassten Stäube und/oder Schlämme werden weitestgehend wiederverwendet. Dabei ist ihr ggf. hoher Zinkgehalt zu beachten. Die während der Beschickung und beim Abstich entstehenden Abgase werden abgesaugt und mittels Gewebefilter, E-Filter und/oder einem anderen Verfahren gereinigt (Sekundärentstaubung, z. B. Nassabscheidung). Gleiches gilt auch für Transport- und Umfüllvorgänge, das Abschlacken und die Sekundärmetallurgie.
Die bei dem Prozess erzeugte Konverterschlacke (Stahlwerksschlacke) wird abgeschlackt und in der Regel in Schlackebeeten zur weiteren Verarbeitung abgekühlt.
Stahlerzeugung aus Schrott im Elektrostahlwerk
Bei den Elektrostahl-Verfahren wird die notwendige Wärme durch elektrischen Strom erzeugt. Die technischen Möglichkeiten zur Umwandlung von elektrischer Energie in Wärme sind hauptsächlich durch Elektrolichtbogenöfen und Induktionsöfen gegeben. Mehr als 90 % des Elektrostahls in Deutschland werden im Elektrolichtbogenofen erzeugt. Dieser erzeugt die notwendige Wärme mit Hilfe eines Lichtbogens. Beim Drehstromofen leiten drei Graphitelektroden phasenverschoben den elektrischen Strom über einen Lichtbogen durch den metallischen Einsatz zur nächsten Elektrode. Bei dem Gleichstromofen leitet eine Graphitelektrode den elektrischen Strom über den Lichtbogen durch den metallischen Einsatz zur Bodenanode. Im Lichtbogen entstehen Temperaturen bis zu 3.500 °C, die den metallischen Einsatz schmelzen lassen. Somit ist der Elektrolichtbogenofen für die Erschmelzung aller legierten Stahlsorten besonders geeignet.
Das Ofengefäß ist feuerfest ausgemauert. Abstichgewichte der Lichtbogenöfen beginnen bei wenigen Tonnen und reichen im Ausnahmefall bis zu 200 t.
Dem Einschmelzen im Elektroofen sind zur Herstellung der gewünschten Stahlsorten weitere Prozessstufen nachgeschaltet.
Die Schlacke wird analog dem Konverterprozess i. d. R. abgeschlackt und in Beeten zur weiteren Verarbeitung abgekühlt.
Die beim Einschmelzen und nachfolgender Behandlung des Stahls entstehenden Abgase werden durch eine Kombination aus direkter Abgasabsaugung und Absaughaubensystem oder Einhausung und Absaughaubensystem oder eine Gesamtgebäudeabsaugung erfasst. Die Abgasentstaubung erfolgt durch Gewebefilter. Die erfassten Stäube werden weitestgehend wiederverwendet, hierbei ist insbesondere bei Einsatz von verzinktem Stahlschrott die Möglichkeit der Zinkrückgewinnung zu beachten (Bild 1).
Stahlveredlung
Zur Stahlveredlung werden während der Stahlproduktion je nach gewünschten Eigenschaften Legierungselemente in verschiedenen Konzentrationen zugefügt. Stahlveredler sind vor allem: Nickel, Kobalt, Molybdän, Mangan, Wolfram, Vanadium, Chrom und Titan.
Stahlweiterverarbeitung
In den meisten Stahlwerken wird der erzeugte Stahl anschließend weiterverarbeitet. Dies erfolgt unabhängig vom Stahlherstellungsverfahren zunächst durch z. B. Strang-, Brammen- oder Blockgießen. Der zur Warmumformung durch Walzen bestimmte flüssige Stahl wird i. d. R. kontinuierlich im Stranggussverfahren vergossen. Der Anteil des Stranggießens an der Gesamtstahlproduktion liegt in Deutschland bei ca. 96 %.
Die Weiterverarbeitung zu Halbzeugen (Stangen, Bleche, Rohre usw.) erfolgt meist durch Warm- und anschließendes Kaltwalzen. Bei der Warmumformung (Warmwalzwerk) platzt die auf der glühenden Metalloberfläche vorhandene oxidische Zunderschicht ab und wird als Walzzunder aufgefangen. Feinste Walzzunderpartikel werden ggf. aus Kühlkreisläufen entfernt und können somit als Gemisch mit Kühlwasser und Kühlschmierstoffen vorliegen.
Abfälle
Art und Menge der erzeugten Abfälle sind in erster Linie durch die jeweilige Verfahrenskombination geprägt. Die durchschnittliche Abfallmenge pro Tonne Stahl beträgt in Deutschland 200 kg (für Elektrolichtbogenofen) bis 400 kg (für Hochofen, Siemens-Martin-Ofen bzw. Sonderverfahren). Der größte Anteil dabei sind Schlacken mit ca. 90 Massen-% bzw. 13,2 Mio. t pro Jahr (2018). Davon wird der überwiegende Teil (ca. 96 %) z. B. als Rohstoff in der Zementherstellung oder als Baustoff in der Bauindustrie verwertet. Die Schlacken der Eisen- und Stahlindustrie unterliegen i.d.R. einer Qualitätsüberwachung.
Im Falle eines integrierten Hüttenwerkes beträgt die Erzeugung von Stäuben, Schlämmen und Zunder ca. 60 – 65 kg/t Rohstahl und im Falle der Elektrostahlerzeugung rund 30 bis 35 kg/t Rohstahl.
Bild 2 (siehe unten) verdeutlicht die Stellen der Stahlerzeugung, an denen die mengenmäßig bedeutendsten Mengen an Hochofenschlacke, LD-Schlacke (LD steht für Linz-Donnowitz) und Elektroofenschlacke erzeugt werden. In Deutschland wurden 2018 ca. 7,7 Mio. t Hochofenschlacke, 3,2 Mio. t LD-Schlacke, 1,63 Mio. t Elektroofenschlacke und 0,56 Mio. t Schlacke aus Sonderverfahren erzeugt.
100201 Abfälle aus der Verarbeitung von Schlacke
Hochofen- und Stahlwerksschlacken werden unter Ausnutzung des Dichteunterschiedes schmelzflüssig vom erzeugten Metall getrennt. Die Schlacken werden durch geeignete Verfahren abgekühlt und im abgekühlten Zustand zu Baustoffen und Düngemitteln aufbereitet, soweit sie nicht direkt verwendet werden können. Bei diesen Aufbereitungsprozessen, vorwiegend Brech- und Klassierprozesse, fallen ggf. Abfälle in ähnlicher Zusammensetzung wie das Ausgangsmaterial an, die nicht den gewünschten Qualitätskriterien entsprechen, z. B. hinsichtlich der erzielten Korngröße.
100202 unbearbeitete Schlacke
Wenn die Vermarktung der erzeugten Eisenhüttenschlacke von vornherein ausgeschlossen werden kann, wird ggf. auf die sonst bei der Schlackenerzeugung üblichen Bearbeitungsschritte verzichtet. Hierdurch entsteht Schlacke, die möglicherweise nicht den Produktstandards, technischen Vorschriften etc. genügt.
100207*/08 feste Abfälle aus der Abgasbehandlung
In allen Prozessen der Eisen- und Stahlerzeugung werden die gas- bzw. staubförmigen Emissionen in geeigneten und nach den entsprechenden Vorschriften genehmigten Abgasbehandlungsanlagen erfasst und gereinigt. Die Abgasbehandlungsanlagen sind zumeist mehrstufig ausgelegt und umfassen eine Trockenabscheidung wie z. B. Zyklone, Elektrofilter oder Gewebefilter sowie eine nachgeschaltete Nassreinigung. Die Zusammensetzung der trocken abgeschiedenen Stäube ist abhängig von den jeweils erfassten Prozessschritten und den dort eingesetzten bzw. erzeugten Materialien. Es handelt sich überwiegend um Eisenoxide sowie mitgerissene Schlackenpartikel bzw. Schlackenbildner. Bedingt durch die hohen Prozesstemperaturen kann eine Anreicherung leicht flüchtiger Elemente aus den Einsatzstoffen, wie z. B. Zink aus dem Recycling verzinkter Bleche, erfolgen. Stäube aus der Abgasreinigung der Hochöfen weisen durch den Einsatz von Reduktionsmitteln, insbesondere Koks, nennenswerte Anteile an Kohlenstoff auf. Da es in den Abgasen der Sinteranlagen zur Bildung von Dioxinen/Furanen (PCDD/PCDF) kommen kann, werden hier neben der Abgasentstaubung besondere Dioxin-Minderungstechniken eingesetzt. Filterstäube sind potentiell mit PCDD/PCDF belastet.
100210 Walzzunder
Bei Luftkontakt der noch glühenden Oberfläche des vergossenen Stahls oxidieren die äußeren Metallschichten. Diese als Zunder bezeichnete Oxidschicht ist hart und spröde. Bei der Weiterverarbeitung des Stahls in Warmwalzwerken wird der Zunder mechanisch entfernt, damit dieser nicht in den Stahl eingewalzt wird. Die Zusammensetzung des Walzzunders entspricht der Zusammensetzung der verarbeiteten Stahllegierung.
Die Anlagen der Walzwerke müssen gekühlt und geschmiert werden. Je nach Anlagenkonstellation können die Kühl- und Schmierstoffe mit dem Zunder in Kontakt kommen und werden dann mit diesem ausgetragen. Walzzunder können daher feucht und ölbehaftet vorliegen.
Walzzunder wird meist nach einer Aufbereitung (Entölung, Sintern) der Roheisenerzeugung wieder zugeführt.
100211*/12 Abfälle aus der Kühlwasserbehandlung
Kühlwasser wird in vielen Verfahrensstufen der Stahlherstellung und -weiterverarbeitung eingesetzt. In der Regel wird Kühlwasser im Kreislauf gefahren. Um die Kreislauffähigkeit zu erreichen, wird das Rohwasser häufig vorbehandelt (Abtrennung von Feststoffen, Enthärtung). Auch bei der Pflege der Kreislaufwässer (Entfernung eingetragener Verunreinigungen) können Filterrückstände und Schlämme erzeugt werden. Kühlwässer, die offen zur Oberflächenkühlung eingesetzt werden, können abhängig von der Prozessstufe und Prozessführung mit Ölen und anderen Schmierstoffen verunreinigt sein, z. B. im Warmwalzwerk. Die Abtrennung der Verunreinigungen aus dem Kühlwasser erfolgt ggf. über geeignete Trennverfahren, z. B. Ölabscheider.
100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung
Die letzte Stufe der bei allen Teilprozessen der Eisen- und Stahlerzeugung erforderlichen Abgasreinigungsanlage ist in der Regel eine Nassreinigung. Der Feststoffanteil der daraus abgetrennten Schlämme entspricht in seiner Zusammensetzung im Wesentlichen der der Abgasstäube.
100215 andere Schlämme und Filterkuchen
Die Entstehung von anderen Schlämmen und Filterkuchen ist anlagenspezifisch und bezieht sich i. d. R. auf Abfälle, die nicht in den vorgenannten Prozessen entstehen. Vielfach handelt es sich um Schlämme oder Stäube aus der allgemeinen Betriebsreinigung, z. B. bei Reparaturen und Reinigungsarbeiten von Anlagen oder bei der Reinigung der Werkstrassen und Plätze. Es könnte sich dabei aber auch um Schlämme aus der Abwasserbehandlung im Rahmen der Betriebswasseraufbereitung handeln. Eine weitere Möglichkeit sind Rückstände aus einer zentralisierten Nass- und/oder Trockenentstaubung.
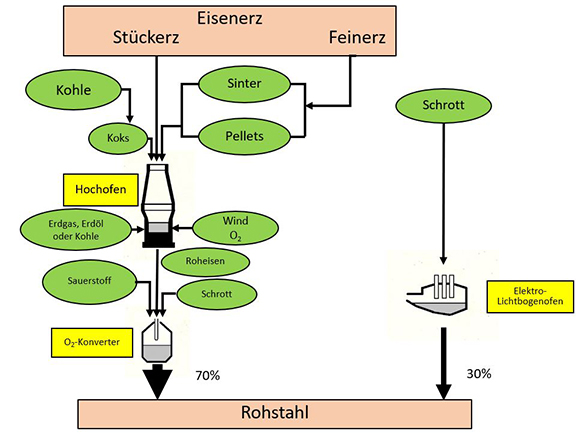 | 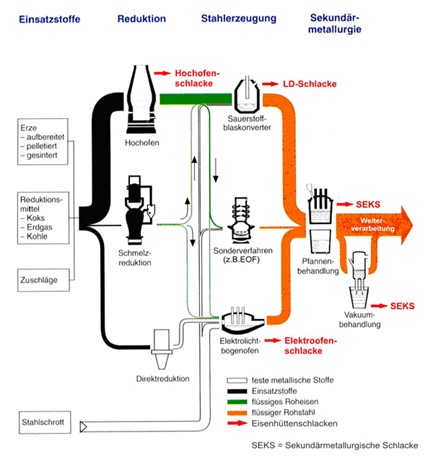 |
Bild 1: Wege zur Herstellung von Stahl in Deutschland, Zahlenangaben für 2018 (Quelle: Erstellt in Anlehnung an eine Quelle von FEhS – Institut für Baustoff-Forschung e.V.) | Bild 2: Entstehung von Eisenhüttenschlacken ("LD"= Linz-Donawitz-(Konverter), "EOF"=Energy optimized furnace) (Quelle: FEhS – Institut für Baustoff-Forschung e.V.) |
Charakteristische Zusammensetzung
| Inhaltsstoffe | Gehalte / Konzentrationen | Erläuterungen |
|---|---|---|
| 100201 Abfälle aus der Verarbeitung von Schlacke und 100202 unbearbeitete Schlacke | ||
| Silizium als SiO2 | 3 - 40 % |
|
| Calcium als CaO | 20 - 60 % |
|
| Eisen als Fe2O3 | 0,1 - 60 % |
|
| metallisches Eisen bzw. Stahl entsprechend der Legierung | < 1 - 10 % | |
| Aluminium als Al2O3 | 1 - 40 % |
|
| Magnesium als MgO | 1 - 20 % |
|
| Mangan als MnO | 0,1 - 8 % |
|
| Chrom als Cr2O3 | 0,1 - 7 % |
|
| Phosphor als P2O5 | 0,02 - 3 % |
|
| Schwefel als SO3 | < 0,1 - 5 % |
|
| 100207*/08 feste Abfälle aus der Abgasbehandlung | ||
| Eisen als FeO, teilweise auch metallisch | 10 - 90 % |
|
| Calcium als CaO | 1 -20 % |
|
| Magnesium als MgO | 0,1 - 11 % |
|
| Silizium als SiO2 | 0,5 - 12 % |
|
| Aluminium als Al2O3 | 0,1 - 3 % |
|
| Blei als Pb | bis 10 % |
|
| Zink als Zn | bis 45 % |
|
| Schwefel | bis 4 % |
|
| Kohlenstoff | bis 50 % |
|
| 100210 Walzzunder | ||
| Eisen als FeO | 50 - > 99 % | Hauptbestandteil: bei der Umformung abgeplatzter Zunder |
| Öle bzw. Kohlenwasserstoffe | 0,1 - 10 % | stark abhängig von Anlagenspezifika und Walzzunderkörnung; Schmier- oder Kühlschmierstoffe von geschmierten Anlagenkomponenten |
| Wasser | 0,1 - 50 % | Kühlwasser von der Anlagenkühlung |
| 100211* Abfälle aus der Kühlwasserbehandlung | ||
| Wasseranteil | < 0,1 - 90 % | |
| Feststoffe | 10 - > 99 % | insbesondere Rechen- und Filterrückstände aus der Rohwasserfiltrierung |
| Öle bzw. Kohlenwasserstoffe | < 0,1 - 20 % | aus Ölabscheidern bei der Kühlwasserpflege |
| 100212 Abfälle aus der Kühlwasserbehandlung | ||
| Wasseranteil | < 1 - 90 % | |
| Feststoffe | 10 - > 99 % | insbesondere Rechen- und Filterrückstände aus der Rohwasserfiltrierung |
| Öle bzw. Kohlenwasserstoffe | < 0,1 % | aus Ölabscheidern bei der Kühlwasserpflege |
| 100213*/14 Schlämme und Filterkuchen aus der Abgasbehandlung | ||
| Eisen als FeO, teilweise auch metallisch | 10 - 90 % |
|
| Calcium als CaO | 1 - 20 % |
|
| Magnesium als MgO | 0,1 - 11 % |
|
| Silizium als SiO2 | 0,5 - 12 % |
|
| Aluminium als Al2O3 | 0,1 - 4 % |
|
| Blei als Pb | bis 10 % |
|
| Zink als Zn | bis 45 % |
|
| Schwefel | bis 4 % |
|
| Kohlenstoff | bis 50 % |
|
| 100215 andere Schlämme und Filterkuchen | ||
| Wassergehalt (Trockenrückstand) | 0,6 - 68 % | im Durchschnitt 28 % |
| Glühverlust des Trockenrückstandes | 2 - 51 % | im Durchschnitt 20 % |
| Öle bzw. Kohlenwasserstoffe | < 0,1 % | z. B. aus Ölabscheidern bei der Kühlwasserpflege |
 Glossar
Glossar Koksgrus
Koksgrus
Quellenverzeichnis(Quellen, wenn nicht anders angegeben, in der aktuellen Fassung)

![]()